Tri Tool 224B Single Point User Manual
Page 13
13
92-0833 : Orig. 990603
Model 224B Single Point
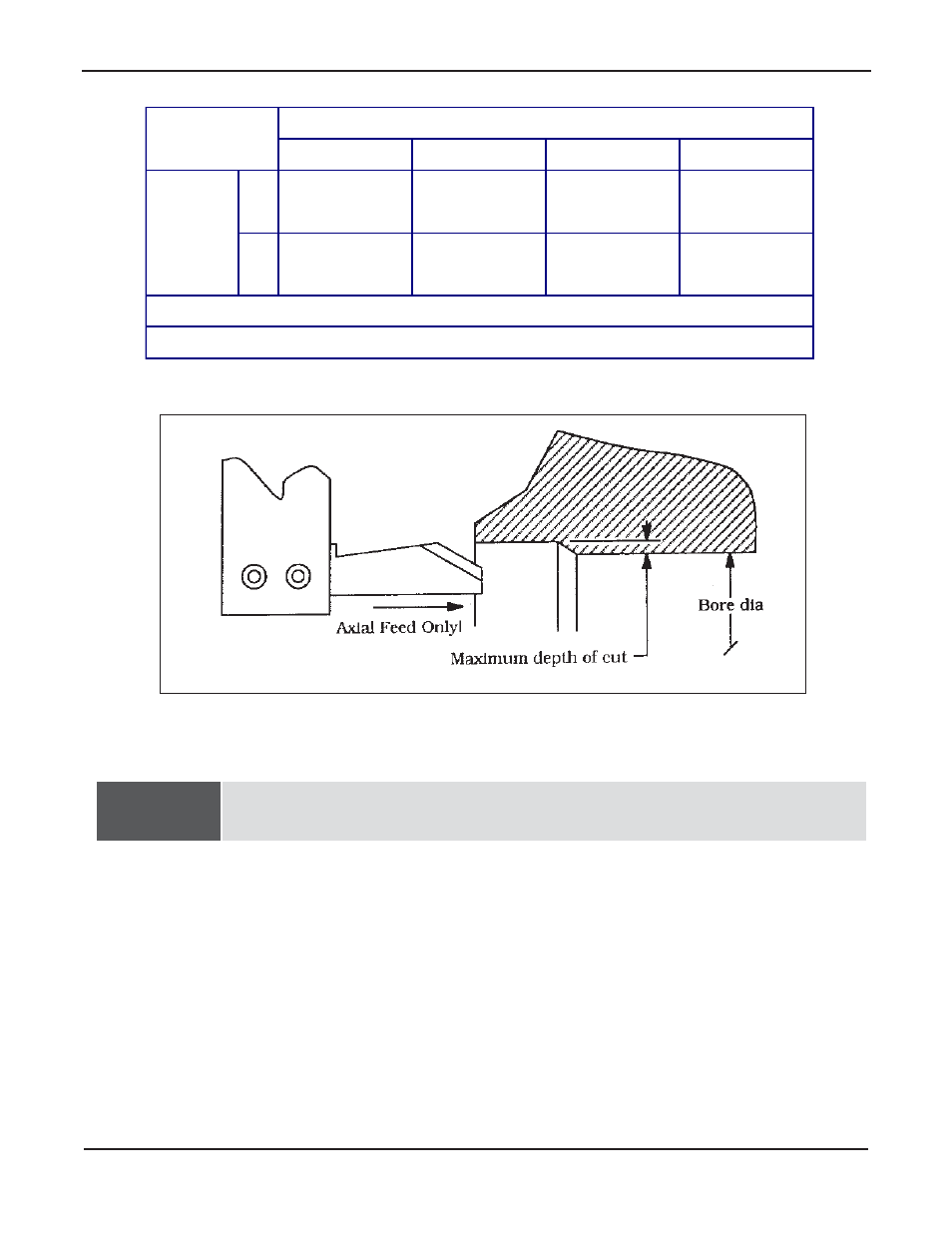
NOTE:
Index Plate Positions
1
2
3
4
Actuator
A
.005" / rev
.010" / rev
.014" / rev
.019" / rev
Arm
(.13mm / rev)
(.25mm / rev
(.36mm / rev)
(.48mm / rev)
Position
B*
.009" / rev
.016" / rev
.025" / rev
.032" / rev
(.23mm / rev)
(.41mm / rev)
(.61mm / rev)
(.81mm / rev)
*Position B should be used for flange facing only
Feed rates
Feed in of a Counterbore Tool Bit
Install the mandrel inside the pipe and tighten the draw nut to force the jaw
blocks out against the inside diameter of the pipe.
In order to avoid cutting the jaw blocks during the machining operation, the
mandrel must be installed beyond the final end preparation location.
Advance the machine by turning the feed knob clockwise until the tool bit is
slightly inside the pipe.
Move the tool slide out until the tool bit contacts the ID of the pipe and tighten
the slide.
Turn the manual feed knob on the tool slide so that the tool bit clears the bore
ID and back the machine out of the pipe.
Securely lock the tool slide in position by tightening all (6) of the radial adjust
screws on the slide assembly.
Turn the motor on.