Chapter 13, Lathe facing and knurling – Smithy Midas 1220 XL User Manual
Page 69
Chapter 13
Lathe Facing and Knurling
Before removing your work from the centers, face or square up the ends. On accurate
work, especially where shoulders, bevels, and the like must be an accurate distance from
the ends, do the facing before turning the shank. This also cleans the ends and machines
the workpiece to accurate length.
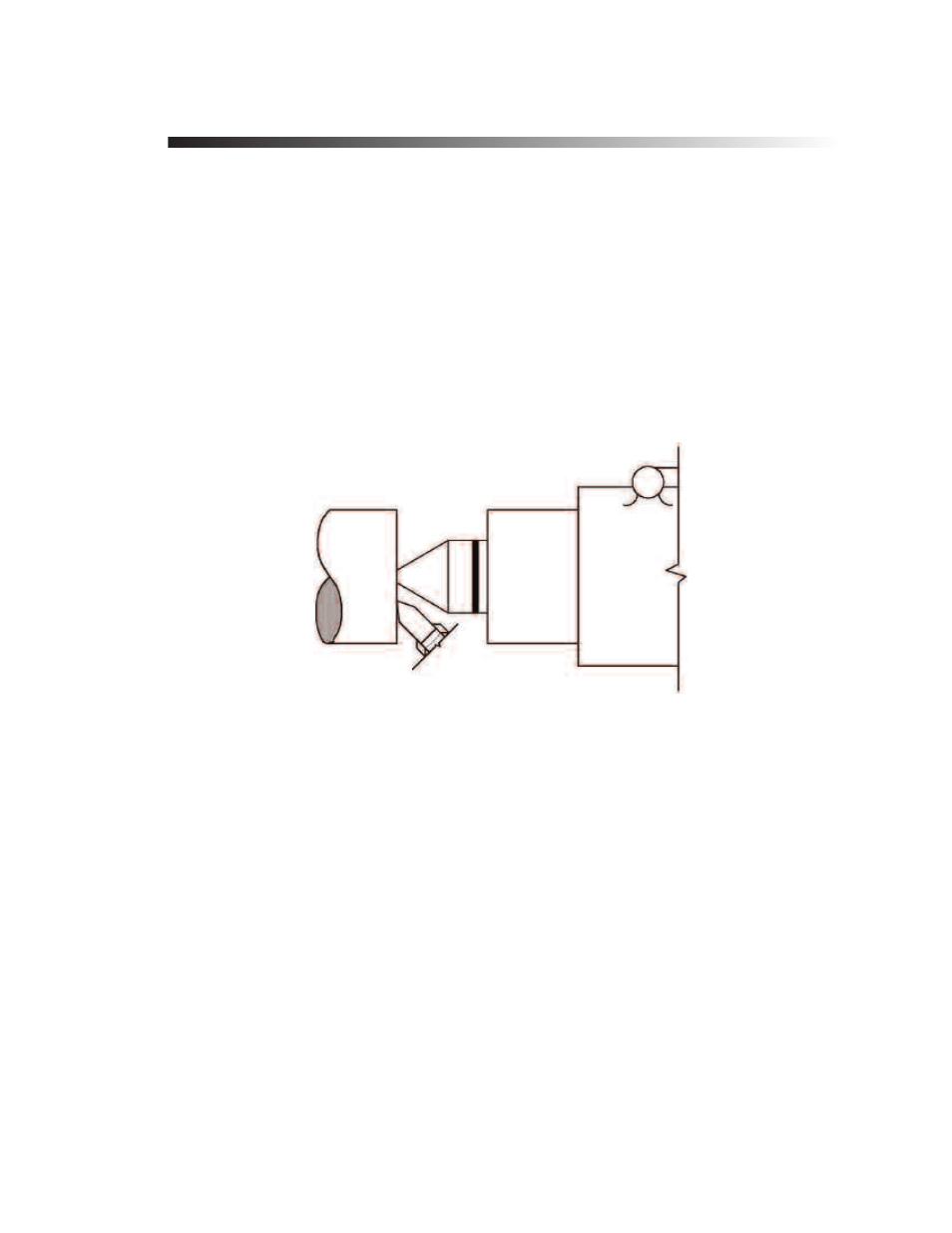
When diameters are large, it's best to face with a special side tool that has a long, thin
blade with a wide cutting edge. If you don't have one, use a right or left-hand facing
cutter. Feed the tool from the center outward to avoid marring the lathe center (Figure
13.1).
Figure 13.1 With a facing cutter, feed the tool from the center outward.
Facing Across the Chuck
When facing a stub-end workpiece held in the headstock chuck, the same rules apply.
Chuck the stock, letting it protrude about an inch. Place a right-hand side tool (or a
straight turning tool with a facing cutter) in the toolpost. Carefully adjust the cutting edge
so it is exactly on center, then tighten it into the toolpost. If you don't do this, a small tit
or projection will remain in the center of the stock and perhaps cause the center drill to
run off center.
Start your lathe on the slowest speed. Bring the tool into cutting position against the
center of the workpiece. Do not start with a heavy feed because the sfm increases
rapidly as the cutter moves through increasing peripheries. One or two light cuts is
usually enough to true up an end roughened by the hacksaw. After facing one end,
reverse the workpiece and face the opposite end.
If you must finish the ends of the shaft, use a half-center (Figure 13.2). This lets you
extend the tool across the entire face of the work.
To use the powerfeed for facing, place the speed selector into the desired position before
13-1
Or Visit www.smithy.com