Chapter 9, Grinding cutter bits for lathe tools – Smithy Midas 1220 XL User Manual
Page 42
Chapter 9
Grinding Cutter Bits for Lathe Tools
High-Speed-Steel Cutters
The advantage of HSS cutter bits is you can shape them to exact specifications through
grinding. This lets you grind a stock shape into any form. Stock shapes come in an
assortment of types, including squares, flats, and bevels. Many shops buy their cutters as
ready-ground or ready-to-grind bits or blades.
Ready-to-grind bits and blades are of specially selected HSS, cut to length and properly
heat-treated. They are fine tools in the rough and generally superior to HSS shapes sold
by the pound.
In grinding HSS cutter bits, you have five major goals:
• A strong, keen cutting edge or point
• The proper cutting form (the correct or most convenient shape for a specific
operation)
• Front clearance away from the toolpoint
• Clearance away from the side of the tool (side rake)
• Free chip movement over the tool and away from the cutting edge.
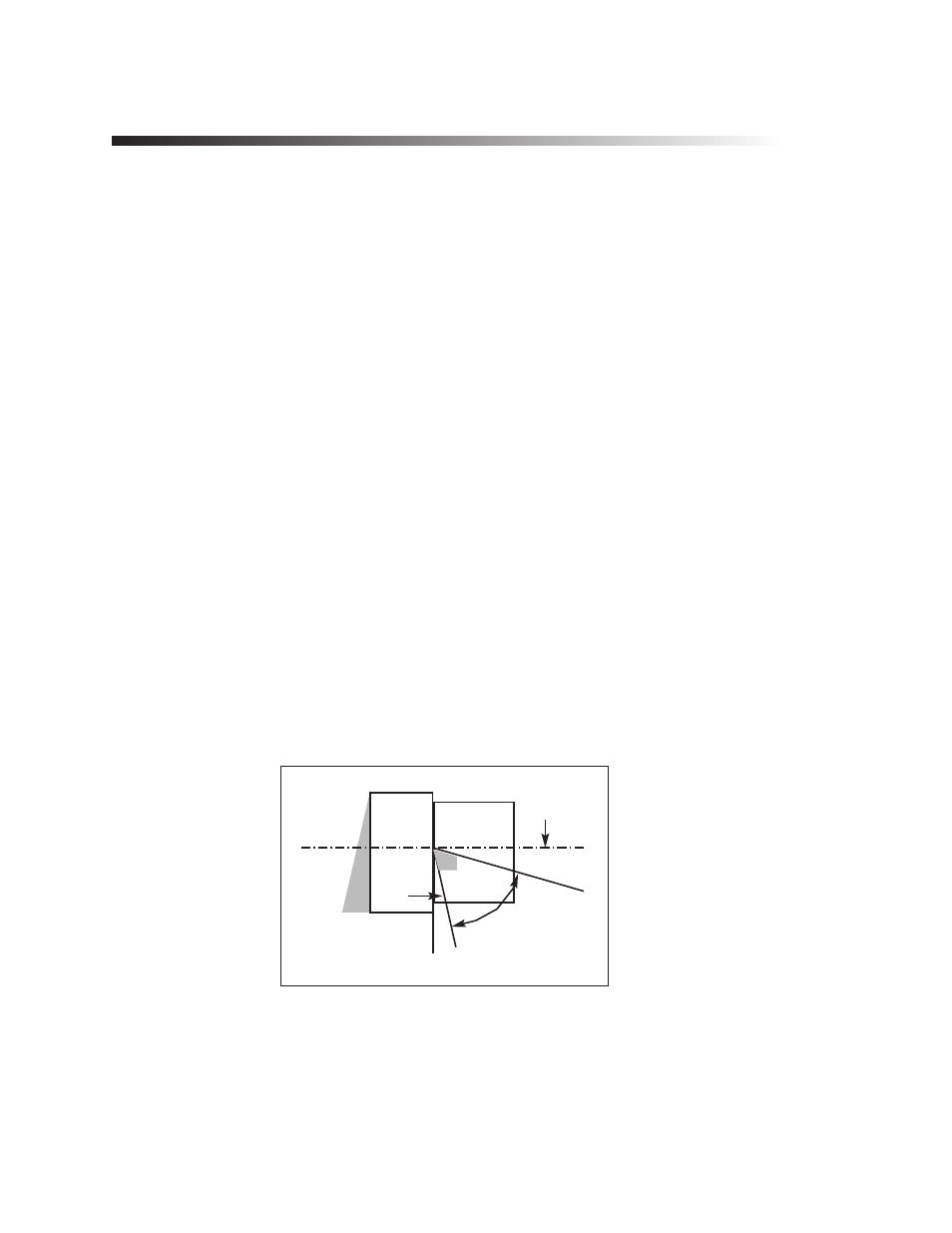
Keenness angles can vary from 60° for mild softness to 90° for hard steels and castings
(Figure 9.1).
Figure 9.1 Keenness angles vary from 60 to 80 degrees.
Front clearance must always be sufficient to clear the work. If it is too great, however,
the edge weakens and breaks off (Figure 8.2). Side and back-rake requirements vary with
the material used and operation performed. Back rake is important to smooth chip flow,
which is needed for a uniform chip and good finish, especially in soft materials. Side rake
directs the chip flow away from the point of cut.
Side Clearance
3-10o
Angle of
Keenness
Side
Rake
9-1
For Assistance: Call Toll Free 1-800-476-4849