Setting up work on a mandrel, Steady rests and follow rests – Smithy Midas 1220 XL User Manual
Page 56
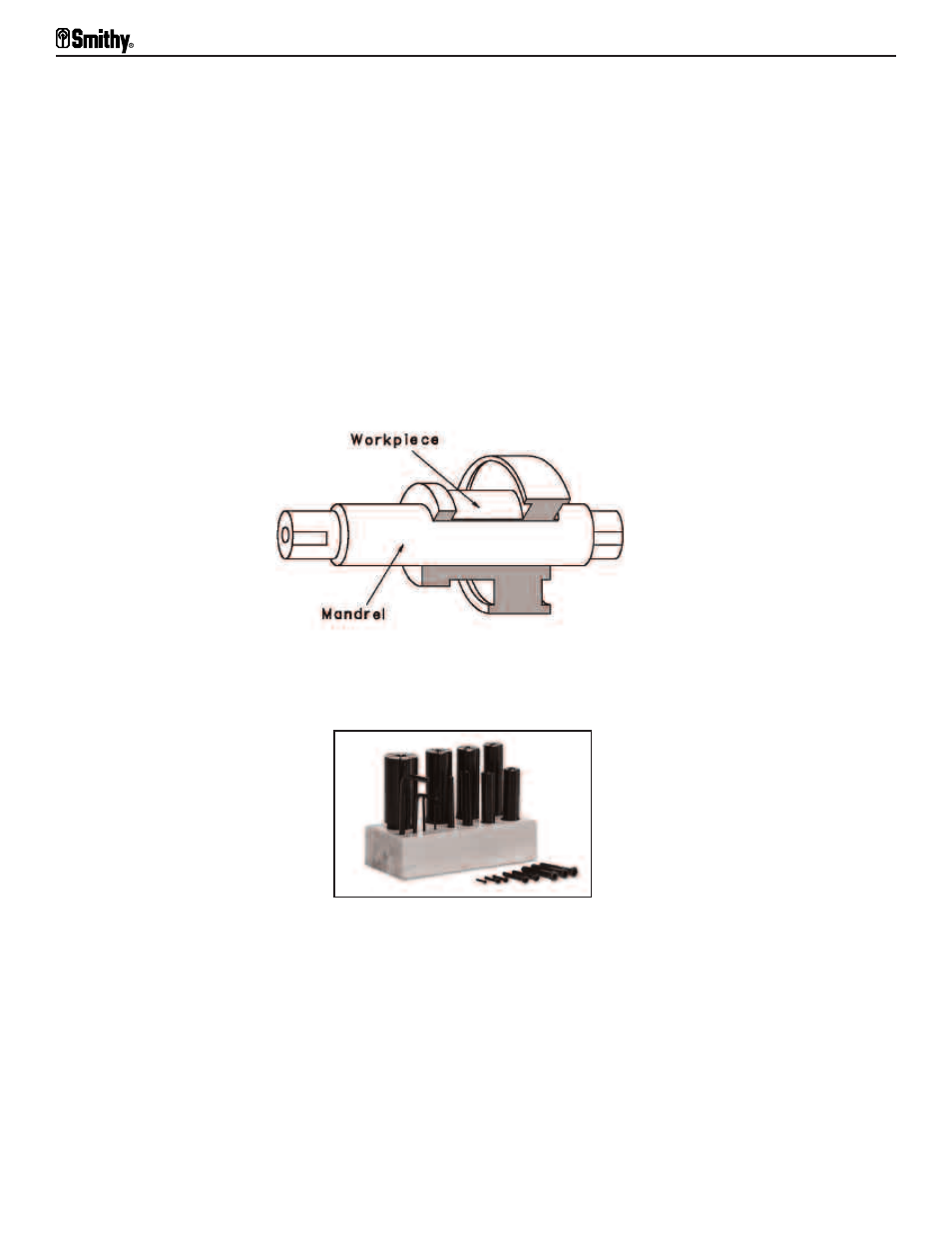
Setting Up Work on a Mandrel
You can machine cylindrical or bored pipe work or cored castings too long to fit in a chuck
by mounting them first on a mandrel (Figure 11.12). Then mount them between centers.
The solid mandrels, which are driven into the hole of the work-piece, must be tight
enough to turn the workpiece against the tool without slippage. Oil them lightly before
driving them into the workpiece. Otherwise, the workpiece may freeze to the mandrel,
making it impossible to remove the mandrel without damaging both workpiece and
mandrel. When removing a mandrel, drive it back out of, instead of through, the hole.
You can purchase hardened steel mandrels, which have a slight (0.003") ground taper
and an expanding collar, to facilitate mounting and demounting (Figure 11.13). Mandrels
with compressible ends for holding single or ganged pieces are also available. When a
workpiece is mounted on a mandrel, machine it as you would a solid shaft. You can drill
eccentric centers in mandrel ends to permit eccentric turning.
Figure 11.12 Mount workpieces too long for of the lathe centers.
Figure 11.13 Hardened steel mandrels have a slight ground taper and expanding collar.
Steady Rests and Follow Rests
Rests are for setting up (1) work that is relatively long in proportion to its diameter or (2)
work whose dead end must be left free for boring or other operations. You can also use
rests to machine slender shafts that are apt to spring out of alignment from the thrust of
the tool. The purpose of a rest is to support the workpiece and maintain it in accurate
alignment for machining. Rests are classed as steady rests or follow rests.
11-6
For Assistance: Call Toll Free 1-800-476-4849
Midas 1220 XL Operator’s Manual