Chapter 11, Setting up with centers, collets, and chucks – Smithy Midas 1220 XL User Manual
Page 51
Chapter 11
Setting Up with Centers, Collets, and Chucks
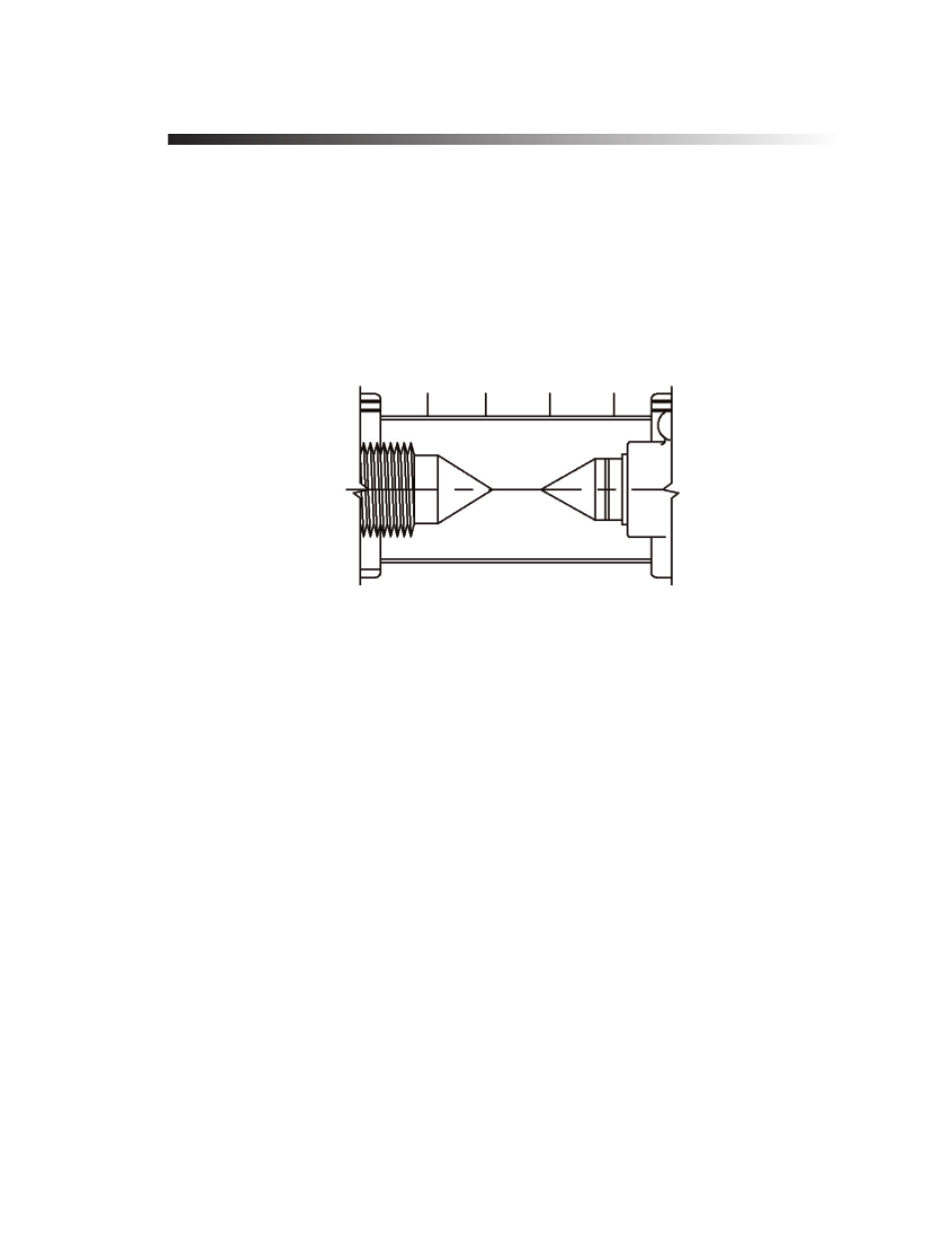
Before setting work up on centers, make sure the spindle and tailstock centers align
accurately. Do this by inserting a center into the nose spindle and inserting the tailstock
center into the tailstock ram. Then move the tailstock toward the headstock until the
centers touch (Figure 11.1). You can correct any lateral alignment error by adjusting the
tailstock set over screws (Figure 4.8).
Figure11.1 When aligning spindle and tailstock centers, move the tailstock
toward the headstock until the centers touch.
For most turning operations, work is held in the lathe between the lathe centers by means
of holes drilled in the ends of the stock to be machined. Your machining accuracy depends
primarily on how precisely you locate these holes at the center of the bar or block.
Locating these holes is called centering.
Centering
You can improve centering greatly by first squaring or facing the ends of the workpiece
(Section 13.1). This gives you a true cross section in which to locate the centering holes.
1.
First, chuck the stock in the appropriate chuck. Let the stock protrude about an inch.
2.
Place a right-hand side tool (or a straight turning tool with a facing cutter) in the
toolpost.
3.
Carefully adjust the cutting edge so it is exactly on center, then tighten it into the
toolpost. If you don't do this, a small tit or projection will remain in the center of the stock
and perhaps cause the center drill to run off center.
4.
Start your lathe on the slowest speed. Bring the tool into the cutting position against
the center of the workpiece.
11-1
Or Visit www.smithy.com