Setup features – Kemppi MinarcTig 250MLP User Manual
Page 15
EN
15
pulse welding
To use the pulse welding feature, press the PULSE button so that the ON
indicator is lit. Specify the desired welding current average (A) and pulse
time (s). The machine will set the remaining pulse values automatically.
For small welding current values, the chronological pulse ratio is 35% and
the pause current’s share of the pulse current is 35 %. The percentages are
slightly altered if the welding current average rises above 145 A.
3.
setup features
Configuring additional features
The machine has additional features that can be selected and adjusted with
the SETUP feature. To activate and deactivate it, press both arrow buttons (3)
simultaneously for at least 5 seconds.
In the SETUP mode, the display will show the name of the parameter to be
adjusted and its numerical value. Select the parameter to be adjusted with
the arrow buttons and change the parameter value with the control knob.
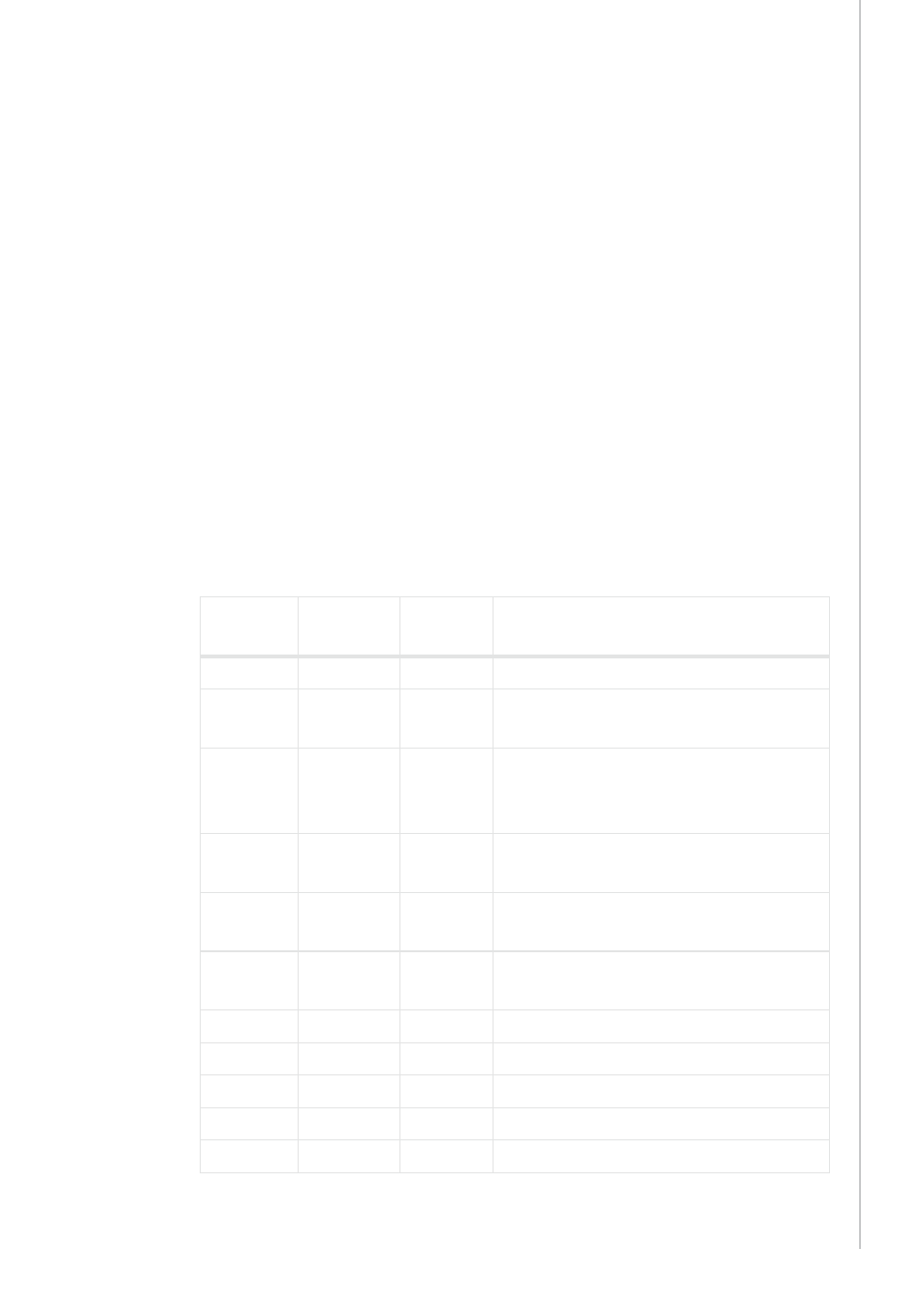
The following parameters and values are available:
Name
displayed
Parameter
values
Factory
setting
Description
A
1/0
0
End current level selection, 1=I min / 0 =15%
b
1/0
1
Open-circuit voltage selection,
1 = 30 V (VRD) / 0 = 95 V
C
1/0
0
Forced stop during downslope
with a brief pressing of the switch,
1 = On / 0 = Off
d
1/0
1
Alternative switch logic of the MLP panel,
1 = Minilog / 0 = 4T-LOG
E
5% … 40%
20%
Start current level selection
(% of the welding current)
F
1/0
0
Restore factory settings *),
1 = Restore / 0 = No restore
h
0.0…2.0 s
0
Minimum setting for pre-gas time
J
0,0…10,0 s
1.0 s
Minumum setting for post-gas time
L
5.0…20.0 s
10.0 s
Maximum setting for pre-gas time
o
15…99 s
30 s
Maximum setting for post-gas time
S
-3…5
0
Arc dynamics (Arc Force)
15
© Kemppi Oy / 1339