Fi sv no da en de nl fr es pl ru – Kemppi KempArc DT400 User Manual
Page 19
EN
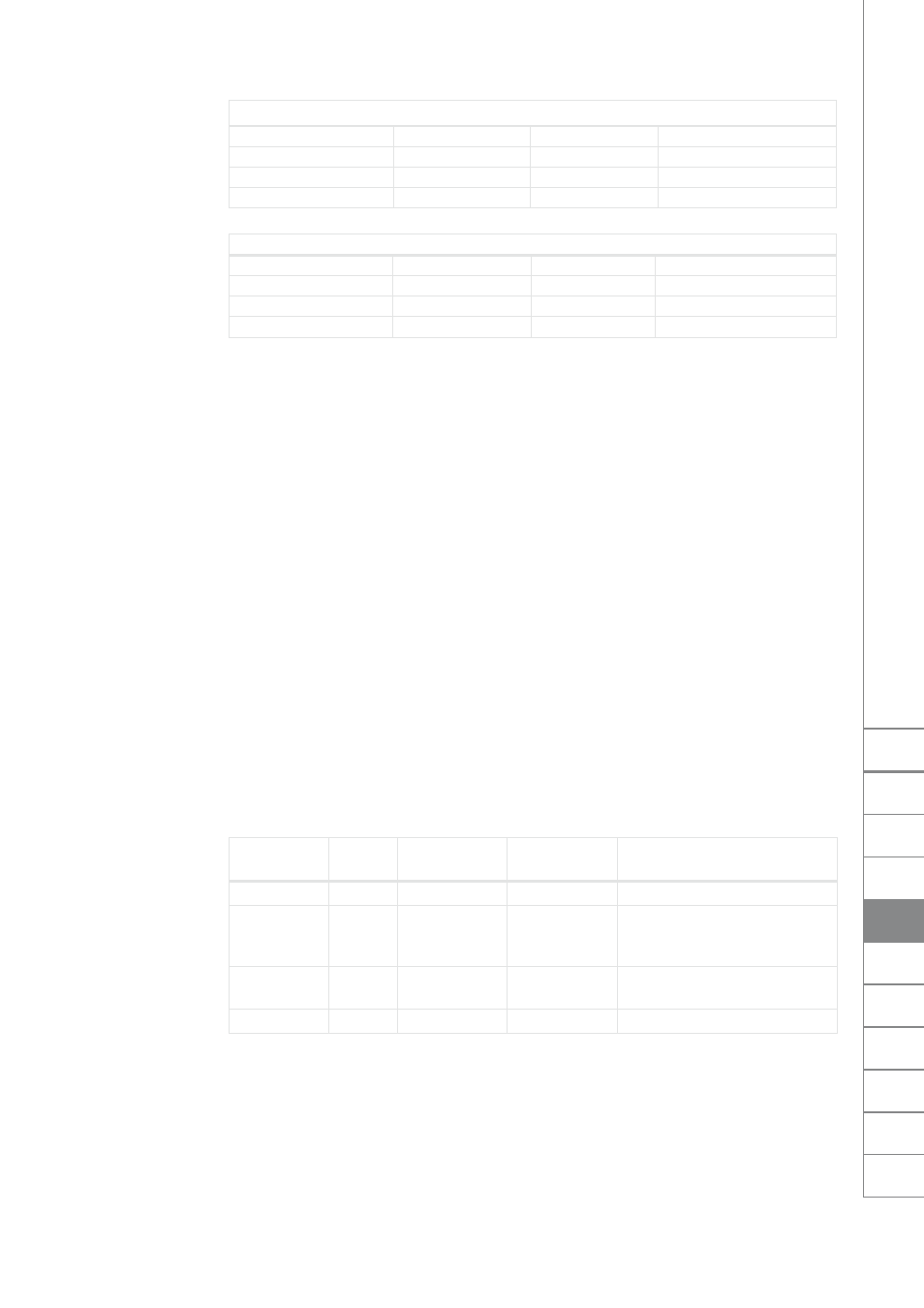
AAA-MIG, Fe group
903
1,0
Fe
Ar+18%-25%CO2
904
1,2
Fe
Ar+18%-25%CO2
913
1,0
Fe
CO²
914
1,2
Fe
CO²
AAA-MIG, SS group
923
1,0
SS-316
Ar+2%CO2
924
1,2
SS-316
Ar+2%CO2
933
1,0
SS-316
Ar+30%He+1%O2
934
1,2
SS-316
Ar+30%He+1%O2
using the welding program
1. Select the welding process 1-MIG with the P9 button.
2. Press the SYNERGIC PROGRAM button to display the material group and the welding
program number. Make sure that the welding program corresponds to the filler wire and
shield gas you use.
3. Check the wire type and shield gas for the welding program in the table below.
4. Adjust the welding power with the left-hand side knob and the arc length with the right-
hand side knob.
2.2.12 setup features of the control panel
The machine has a number of additional features, or parameters, whose settings can be
specified with the control panel's SETUP function as follows:
1. Press and hold down the SETUP button P10 for at least 5 seconds.
2. Select the parameter to adjust using the left-hand side control knob. The parameter name
is shown in display 2.
3. Specify the parameter value with the right-hand side control knob. The selected value is
shown in the display P6. The parameter’s value is immediately stored in the memory.
4. You can exit the SETUP mode by pressing and holding down the SETUP button again for
at least 5 seconds or by briefly pressing the ESC button.
All welding processes have their own SETUP parameters. For example, adjusting the post-
current for synergetic MIG welding does not affect the post-current of normal MIG welding.
The tables below show the additional features available in this welding machine and their
possible values.
normal mig welding parameters and their values
Name of
parameter
Name
displayed
Parameter
values
Factory setting
Description
Pre Gas Time
PrG
0.0 ... 9.9 s
0.0 s
Pre-gas time 0 ... 9.9 s.
Post Gas Time
PoG
Aut, 0.1 ... 32.0 s
1,0
Post gas time,
Aut = Automatic, depending on welding
current 0.1 ... 32 s
Creep Start Level
Cre
10 ... 170%
50 %
Percentage of wire feed speed, 10% refers
to slow start, 170% to accelerated start
Post Current Time PoC
-9 ... +9
0
Post-welding current time
1
KempA
rc
SY
N
300,
400,
500
/
©
Kemppi
O
y
/ 0808
FI
SV
NO
DA
EN
DE
NL
FR
ES
PL
RU