Fi sv no da en de nl fr es pl ru – Kemppi KempArc DT400 User Manual
Page 15
EN
Crater fill
The purpose of crater fill is to facilitate controlled finishing of welding and to reduce the
welding faults caused by the final crater. When you press the welding gun trigger completely
down at the end of welding, the welding power is reduced to a preset crater fill level. To end
the crater fill stage, release the gun trigger. The crater fill parameters can be specified in the
SETUP settings.
Crater fill is available for synergetic 1-MIG welding.
specifying the setup settings for additional features
To set the values of the functional parameters for additional MIG features, use either the
SETUP feature in the control panel (see 2.2.12 "SETUP functions in the control panel") or the
QUICK SETUP feature, which you can activate by pressing the QUICK SETUP button, P8.
Select the parameter to adjust using the left-hand side control knob P11 or the button P10
and then set the parameter value with the right-hand side control know P13. The value
you specified is instantly stored in the control panel memory. The following table lists the
parameter values that can be specified for additional MIG features.
Name of
parameter
Name
displayed
Parameter values
Factory setting
Description
Creep Start Level
Cre
10 ... 170 %
50 %
Percent of wire feed
speed default
10% refers to slow start,
170% refers to fast start
Hot Start Level
Hot
-50 ... 75 %
30 %
Percent of welding power:
-50% refers to cold start
+75% refers to hot start
Hot Start Time
H2t
0 ... 9.9 s
1.2 s
The duration of the hot start in
seconds.
Crater Fill Start
Level
CrS
10 ... 90 %
90 %
The welding power at the
beginning of the crater fill stage as
a percentage of the welding power
preset value.
Crater Fill End
Level
CrL
10 ... 90 %
30 %
The welding power at the end of
the crater fill stage as a percentage
of the welding power preset value.
Crater Fill Time
Crt
0...9.9 s
2 s
The duration of the crater fill stage
in seconds.
NOTE!
In crater fill, the initial value of the welding power must be greater than the final value,
and therefore the adjustment ranges for the initial and final values are restricted automatically, if
necessary.
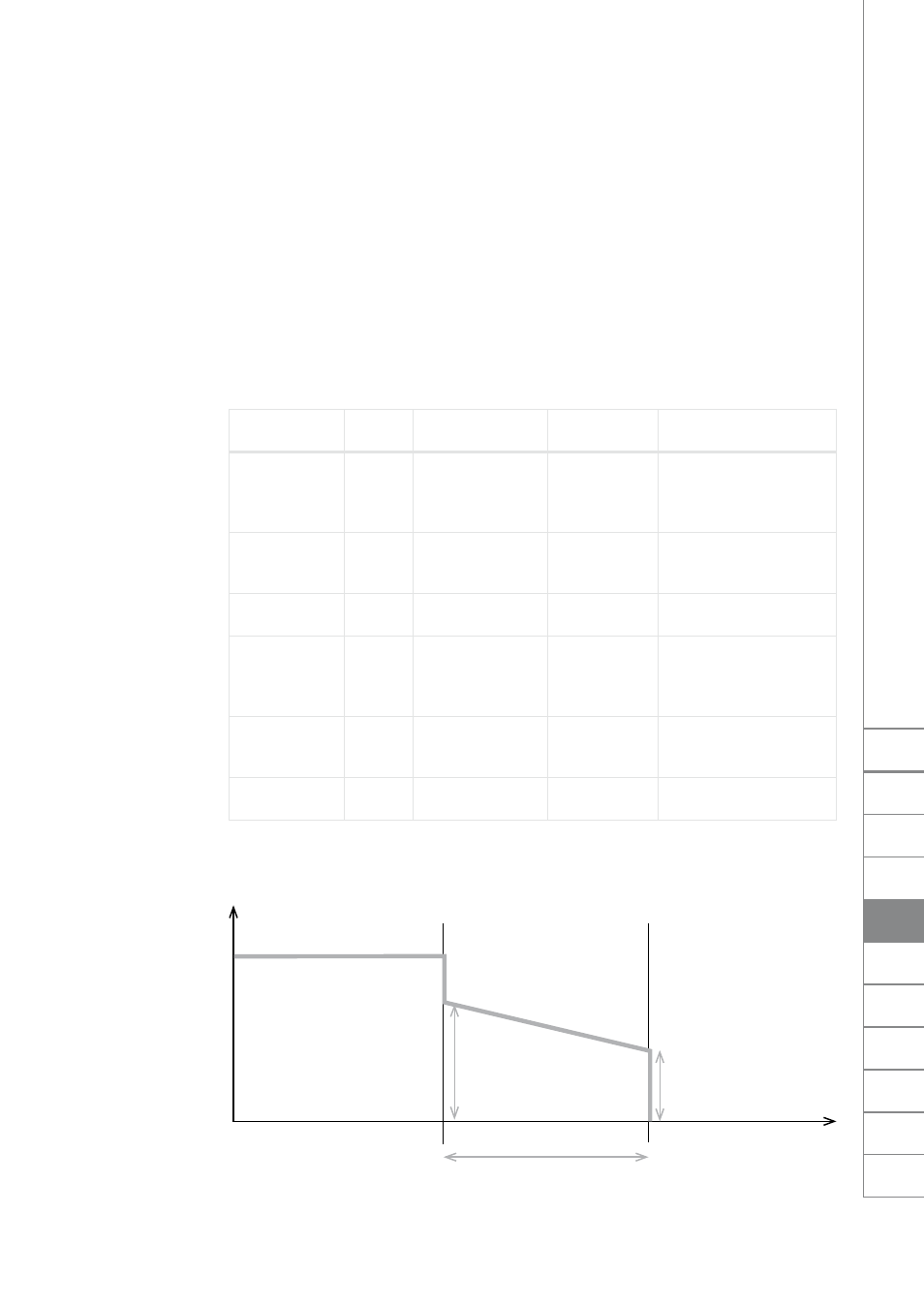
Welding Level
Crater Fill Start Level
Crater Fill Time
Crater Fill End Level
1
KempA
rc
SY
N
300,
400,
500
/
©
Kemppi
O
y
/ 0808
FI
SV
NO
DA
EN
DE
NL
FR
ES
PL
RU