Kemppi Evo 300 User Manual
Page 10
FitWeld Evo 300
8
EN
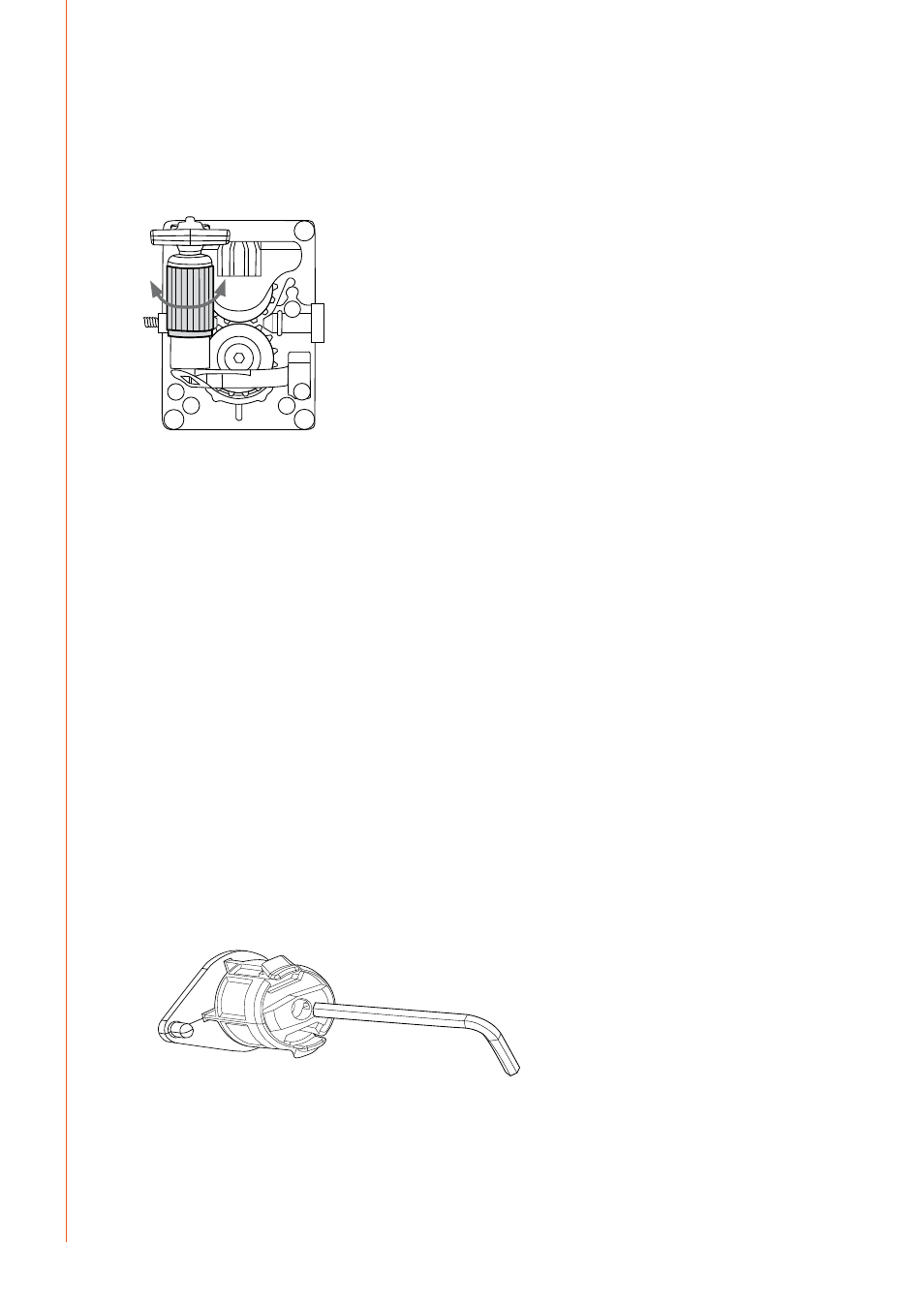
2.5.3 setting the pressure of the feed rolls
To make filler wire run smoothly into the wire liner and to the welding gun you can adjust the
pressure of the feed rolls of the GT02 WireDrive mechanism.
Turn the orange coloured pressure adjustment knob in a clockwise direction to increase the
pressure applied to the welding filler wire, and anti-clockwise to decrease it.
There is a graduation scale marked on the aluminium arm above the orange adjustment knob.
The more pressure applied, the greater the number of graduation marks visible.
For hard steel and stainless steel filler wires, make sure there is sufficient pressure applied,
so avoiding filler wire slippage in the feed rolls.
NOTE!
Too much pressure may flatten the filler wire, damage its coating, cause friction and
excessive wear to drive roll bearings and therefore reduced life.
For aluminium filler wires select the correct feed roll type from the chart supplied and adjust
for the minimum pressure necessary for reliable filler wire drive.
NOTE!
Slight slippage is recommended in the case of aluminium filler wires. This ensures that the
soft wire is not deformed and flattened and that the feed rolls skid over the soft wire if gets stuck on
the gun contact tip.
For Aluminium and Stainless Steel filler wires, always use Kemppi DL Chili gun liners. These
liners are especially developed by Kemppi and significantly reduce friction loses, so improving
welding performance.
2.5.4 setting the spool brake force
To prevent the filler wire from uncoiling on overrun following use at high feed speeds, you can
change the brake force of the welding spool.
Adjust the spool brake force through the hole in the spool locking mechanism with the Allen
key supplied and mounted below the wire drive mechanism.
Increase the force by turning the Allen key clockwise and decrease it by turning it
anticlockwise.
NOTE!
Do not over tighten, and reduce the pressure for light filler wire types.