Kemppi MSF 53 User Manual
Page 13
EN
2.7
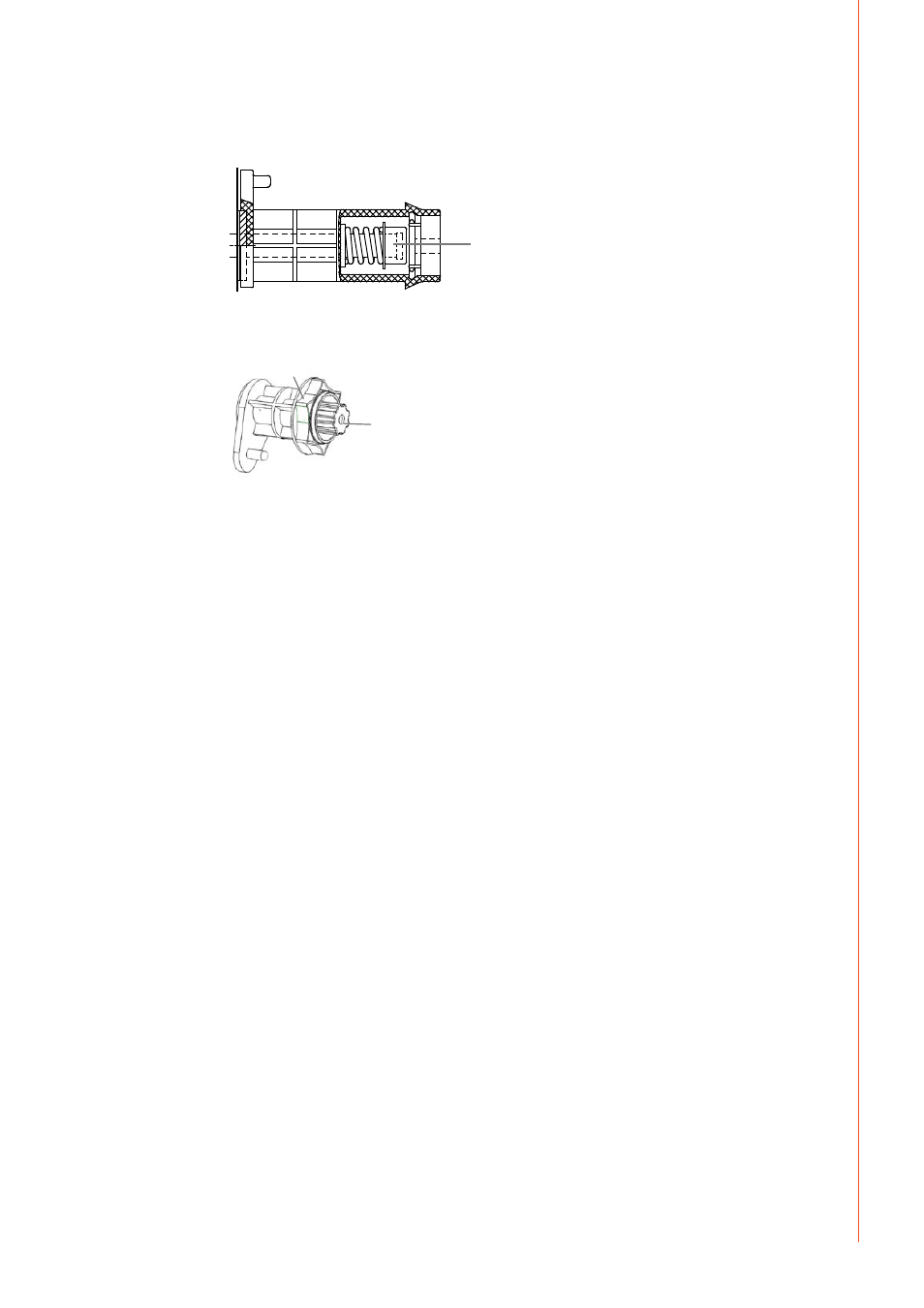
ADJUSTMENT OF TIGHTNESS OF REEL BRAKE
Brake force is adjusted through hole in locking device of spool hub by screwing the control
screw (A) with screwdriver.
A
Brake force is adjusted by screwing the brake force adjusting screw (B), tightening clockwise
direction.
A
B
Adjust brake force as so big that the wire is not allowed to become too loose on the reel so
that it would spill from the reel when the rotation of the reel stops. Need for brake force is
increased with increase of wire feed speed.
Since the brake loads for its part the motor, you shouldn’t keep it unnecessarily tight.
2.8
BURN BACK TIME
Electronics of feed unit controls stopping of welding automatically so that the wire end
doesn’t melt fastened to the contact tip or the work piece. Automatics work regardless of the
wire feed speed. Can be adjusted also from SETUP-menu ('PoC').
2.9
GROUND CABLE
Connecting of earth cable should be preferably connected directly to the welding material.
Contact surface of press always should be as large as possible.
Clean the fastening surface from paint and rust!
Use in your MIG equipment at least 70 mm². Thinner cross-sectional areas might cause
overheating of connectors and insulations.
Make sure that the welding gun in your use is designed for max. welding current needed by
you!
Never use a damaged welding gun!
2.10 SHIELD GAS
NOTE!
Handle gas bottle with care. There is a risk for injury if gas bottle or bottle valve is damaged!
For welding stainless steels, mixed gases are normally used. Check that the gas bottle valve
is suitable for the gas. The flow rate is set according to the welding power used in the job. A
suitable flow rate is normally 8 – 10 l/min. If the gas flow is not suitable, the welded joint will
be sporous. Contact your local Kemppi-dealer for choosing gas and equipment.
11
FastM
ig MSF 53, 55, 57 / © Kemppi O
y / 1515