Kemppi Kempact Pulse 3000 User Manual
Page 13
EN
synergy curve for the filler wire and shielding gas to determine how the wire feed speed
affects the pulse parametres.
Double pulse:
The wire feed will become higher or lower according to the wire feed range. While the
synergic welding parameters change to correspond to the momentary wire speed. The
purpose is to get a goodlooking weld and a proper penetration while improving the
controllability of the weld pool during position welding.
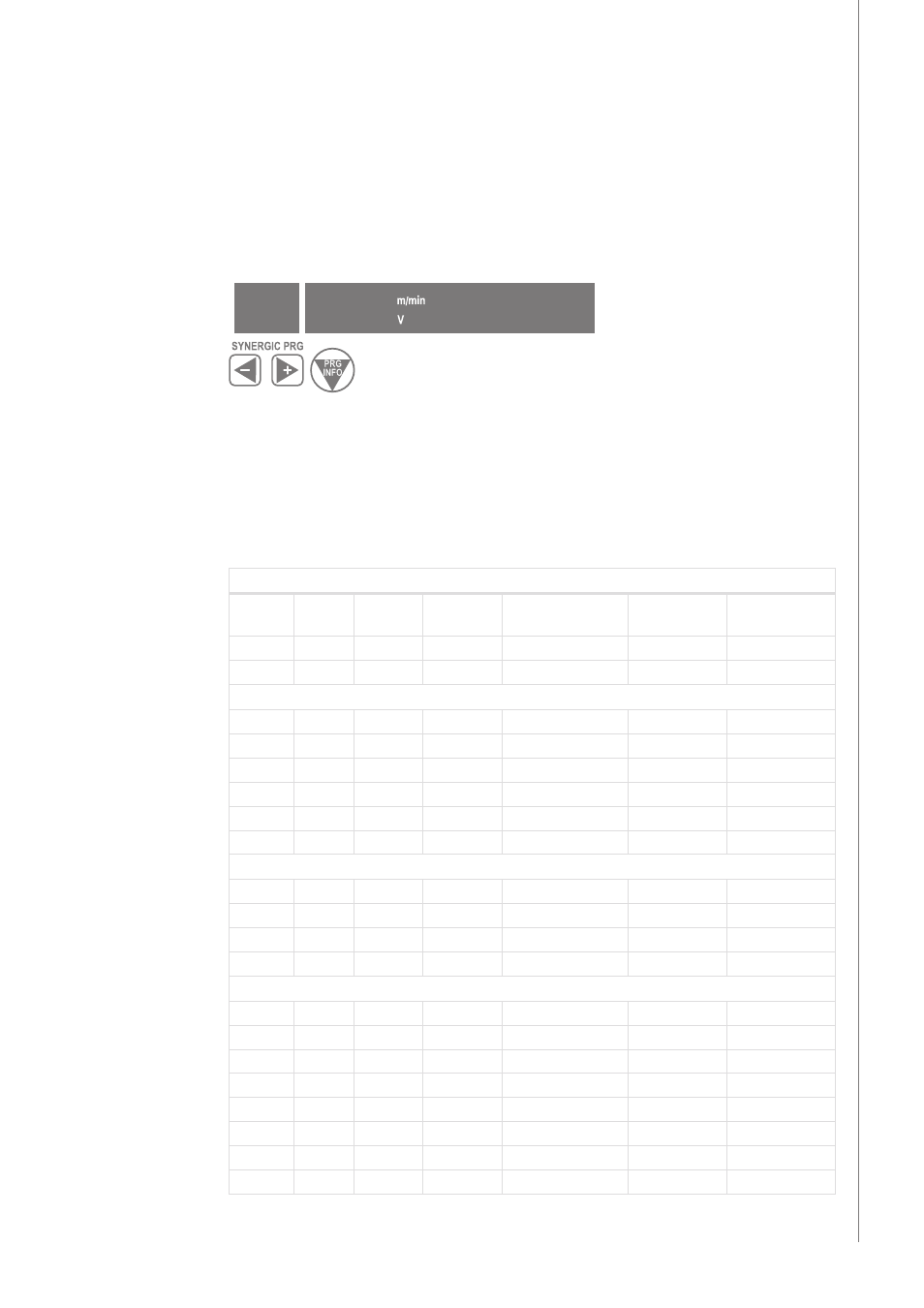
3.3.3 Selecting 1-MIG/Pulse MIG synergy curves
The program number of the synergy curve is selected using the plus-minus buttons and is
displayed on "SYNERGIC PRG".
The middle display is actual material group display (eg. SS, AL, CUS, FE, GEN). Wire diameter
(mm) can be seen on the right side. This information will only be displayed for a while.
The “PRG INFO” button gives more curve information:
One press will revert to the material group and diameter display, a second will display the type
number of the material and a third run through the gas consistency components one by one.
KEMPACT PULSE 3000 Synergic programs
1-MIG
Pulse
Double
Pulse
Wire, ø
Material
Gas
Wire Feed Range
00
All
All
All
1,0 - 18,0
01
All
All
All
0,5 - 18,0
SS-group
S1
S1
S1
0,8 mm
SS 308 / 316
Ar + 2 % CO²
S2
S2
S2
0,9 mm
SS 308 / 316
Ar + 2 % CO²
S3
S3
S3
1,0 mm
SS 308 / 316
Ar + 2 % CO²
S4
S4
S4
1,2 mm
SS 308 / 316
Ar + 2 % CO²
S5
0,9 mm
SS 316 FC
Ar + 18 % CO²
S7
1,2 mm
SS 316 FC
Ar + 18 % CO²
Al-group
A1
A1
A1
1,0 mm
AlMg5 / AlMg4,5Mn
Ar
A2
A2
A2
1,2 mm
AlMg5 / AlMg4,5Mn
Ar
A6
A6
A6
1,0 mm
AlSi5 / AlSi12
Ar
A7
A7
A7
1,2 mm
AlSi5 / AlSi12
Ar
Cu-group
C1
C1
C1
0,8 mm
CuSi3
Ar
C2
C2
C2
0,9 mm
CuSi3
Ar
C3
C3
C3
1,0 mm
CuSi3
Ar
C4
C4
C4
1,2 mm
CuSi3
Ar
C5
C5
C5
0,8 mm
CuAl8
Ar
C6
C6
C6
0,9 mm
CuAl8
Ar
C7
C7
C7
1,0 mm
CuAl8
Ar
C8
C8
C8
1,2 mm
CuAl8
Ar
11
Kempac
t P
ulse 3000, Kempac
tC
ool 10 / © Kemppi O
y / 1136