Kemppi Kempact Pulse 3000 User Manual
Page 12
EN
3.3
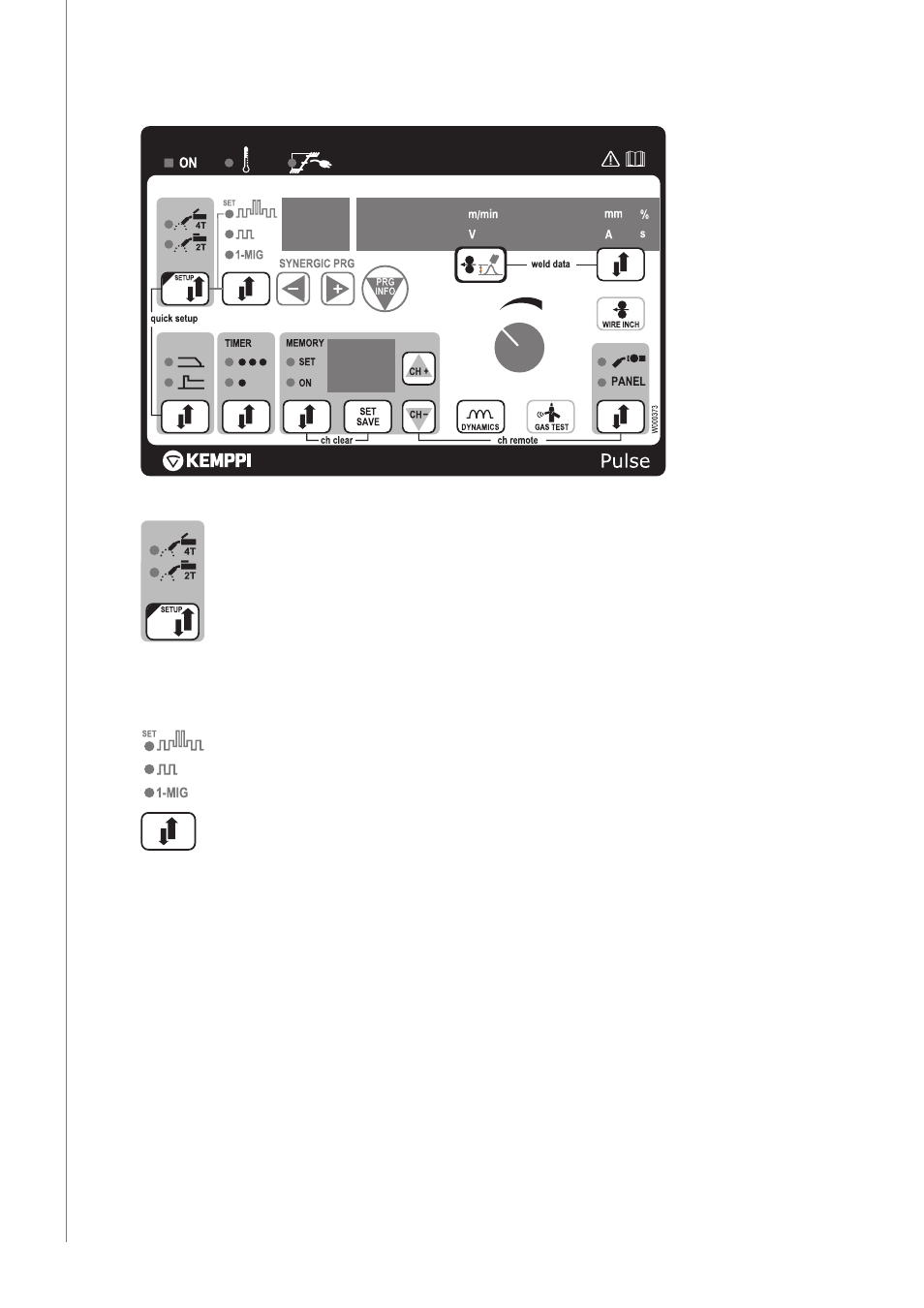
PANEL
3.3.1 Choosing start switch function
MIG welding by 4-function start switch, MIG 4T
MIG welding by 2 function start switch, MIG 2T
3.3.2 Choosing the welding method
Normal MIG/MAG welding:
With a separate wire feed and voltage regulation can be chosen in the 1-MIG position. Curve
number “00” provides a free wire feed range between 1-18 m/min. The voltage can be set
between special pre-programmed limits depending on the wire feed. Curve number “01” wire
feed speed and voltage are not depended on each other. When curve “01” is selected, the wire
feed speed and voltage will be independent of one another.
Synergic MIG/MAG welding (1-MIG)
Synergic MIG/MAG welding (1-MIG): MIG welding in which the wire feed speed determines all
the other welding parameter values, allowing the adjustment of welding power with a single
knob. Choose the appropriate synergy curve for the filler wire and shielding gas to determine
how the wire feed speed affects the pulse parametres.
Synergic Pulse MIG welding:
through this welding method, based on pulsing the welding current, the filler metal on the
workpiece is kept spatter-free. The power source pulse parameters change automatically
(synergy) enabling welding power regulation using a single knob. Choose the appropriate
10
Kempac
t P
ulse 3000, Kempac
tC
ool 10 / © Kemppi O
y / 1136