Flowserve MNV User Manual
Page 38
MNV & MNZ USER INSTRUCTIONS ENGLISH 71569188 11/04
Page 38 of 47
®
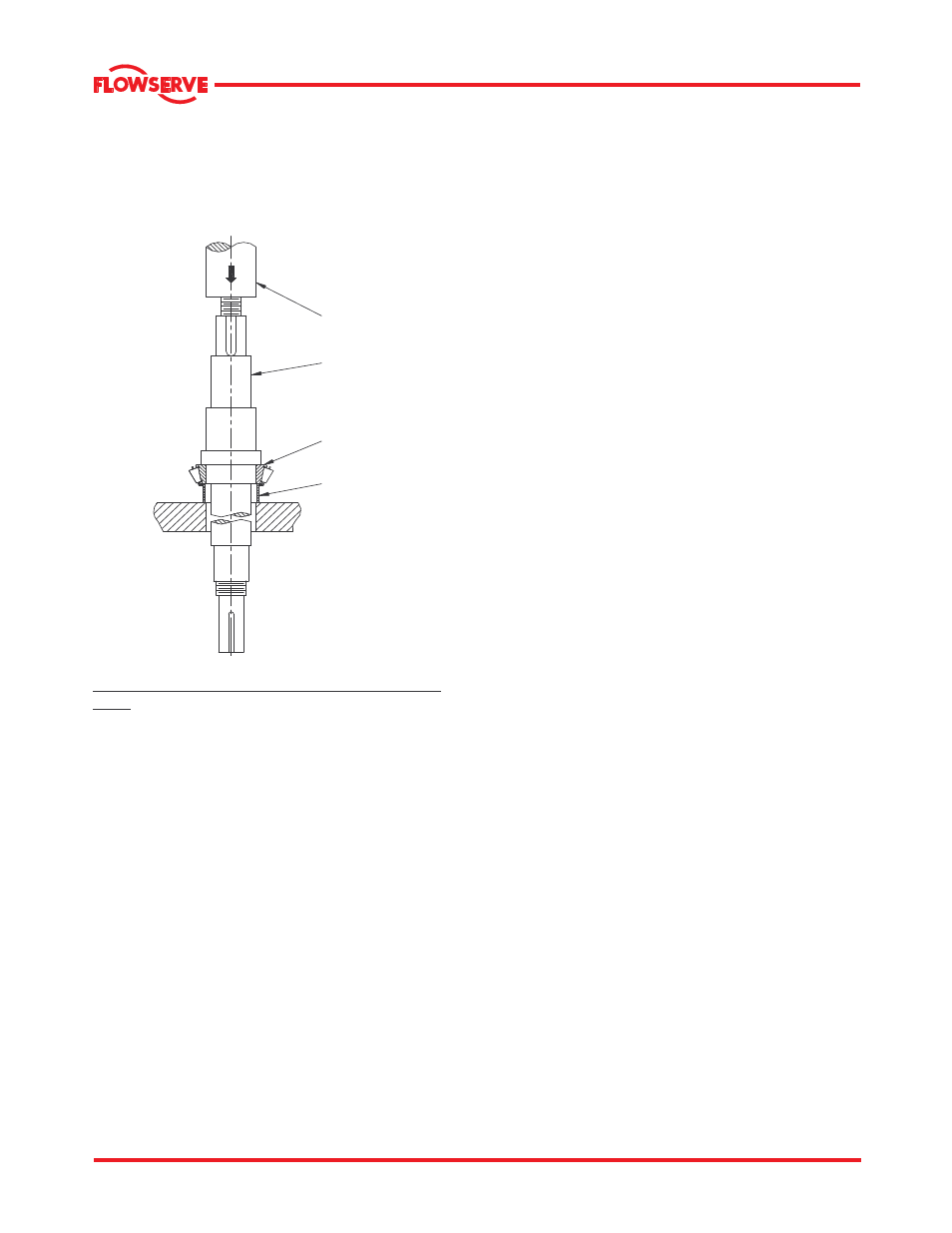
In forcing a bearing onto a shaft, be careful that the
cone is never cocked.
Check the position of the bearing on the shaft with a
feeler gauge to ensure it is pressing firmly against the
shaft shoulder.
ARBOR PRESS
SHAFT
BEARING CONE
RING ON
CONE ONLY
Mounting a bearing cone on a shaft using an arbor
press
6.7.4 Bearing end play adjustment
The initial end play will usually be 0.13 to 0.38 mm.
(0.005 to 0.015 in.). Adjust to the recommended end
play shown in section 6.7.5 by tightening the thrust
bearing nut as necessary and repeating the
procedure below to check the end play. If the end
play becomes less than the recommended endplay,
the thrust bearing nut must be loosened and the
thrust bearing cone backed off by pressing if
necessary (due to likelihood of being an interference
fit)
. DO NOT
exceed the static rating of the thrust
bearing if pressing is necessary. The entire rotating
element (bearing frame, stuffing box head, and
impeller) should be assembled before the bearing
endplay is set. The assembly weight is necessary to
properly set the bearing endplay.
a) Mount a dial indicator on the thrust end of the
housing with its arm resting on top of the pump
shaft.
b) With the bearing assembly supported vertically
on the impeller, oscillate the frame to allow the
line bearing rollers to fully seat. If this is not done
false readings will be obtained. Record the dial
indicator reading.
c) Now lift the bearing frame and oscillate the shaft
to allow the thrust bearing rollers to fully seat.
Record the dial indicator reading.
d) The bearing end play is the difference in readings
in items (b) and (c) above. Repeat steps (b) and
(c) above to assure measurement consistency.
e) Once the endplay is set, bend over the closest
lock washer tab into one of the thrust bearing
locknut slots. This will secure the bearing locknut
in place.