2 chipper blade maintenance, 3 removing the blades, 4 sharpening the blades – Echo Bear Cat SC5540B User Manual
Page 14: Warning, 5 installing the blades
5 INCH CHIPPER/SHREDDER
10
SERVICE & MAINTENANCE
BEFORE INSPECTING OR SERVICING ANY PART OF THIS MACHINE, SHUT OFF POWER SOURCE,
DISCONNECT SPARK PLUG WIRE FROM SPARK PLUG AND MAKE SURE ALL MOVING PARTS HAVE COME TO A COMPLETE STOP.
WARNING
1. Remove the discharge door by removing the retaining bolt
securing the discharge door/to the chipper body.
2. Remove the two 5/16 x 3/4" bolts and nuts securing the
discharge screen to the frame. Pull the bottom of the
discharge screen outward to rotate the screen off the lip.
3. Remove the access cover on the side of the machine.
4. Rotate the rotor so the bolts holding the chipper blade are
accessible.
5. Remove the two bolts holding the blade to the rotor. Repeat
for remaining blades.
5.3 REMOVING THE BLADES
5.2 CHIPPER BLADE MAINTENANCE
5.4 SHARPENING THE BLADES
The chipper blades will eventually become dull, making
chipping difficult and adding extra strain on the machine.
CHECK THE SHARPNESS OF THE BLADES EVERY
5 - 15 HOURS OF OPERATION AND SHARPEN AS
NEEDED.
Your blades need to be sharpened if:
• Machine vibrates severely when material is fed into the
chipper.
• Small diameter branches do not self-feed.
• Chips discharge unevenly or have stringy tails,
especially when chipping green branches.
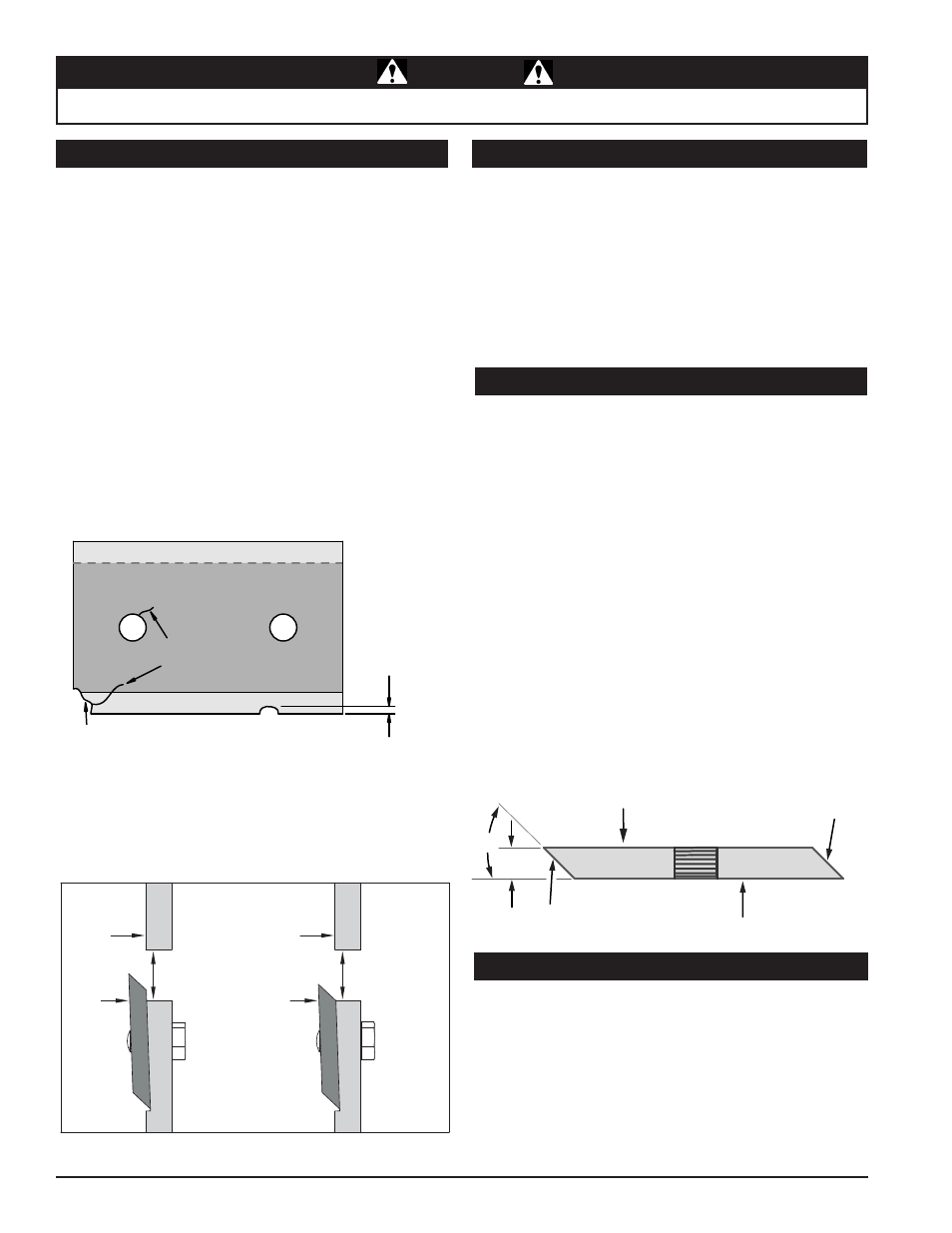
• Before you sharpen the chipping blades, check for
permanent damage. Replace the blade if:
• There are cracks, broken corners or nicks greater than
1/8” (see below).
• The base of the cutting edge is worn or has been re-
sharpened so that it no longer extends past the chipping
slot (see below).
The blades can be ground on a bench grinder or by a professional.
1. Never sharpen or grind the mounting surfaces of the blades.
This will cause the edge to roll and the blade will be damaged,
resulting in poor chipping performance.
2. Regrind the angled edge of the chipping blades to 45 degrees
(Figure 5.2). Make sure some type of fixture is used to
correctly hold the blade at the proper angle.
3. Be careful when grinding so that the blade does not become
overheated and change color. This will remove the heat-
treated properties.
4. Use short grinding times and cool with water or some type
of liquid coolant.
5. Remove an equal amount off each blade to maintain rotor
balance.
6. Small imperfections such as nicks and burrs on the flat side
of the blade will not affect the chipping performance of the
machine.
7. For blades that have been repeatedly sharpened, ensure
that the sharpened surface extends past the chipping slot
opening. If it does not extend past the opening, the blades
should be replaced.
NICK GREATER
THAN 1/8”
CRACK
GREATER
THAN 1/8”
BROKEN
CORNER
45°
.25
MOUNTING SURFACE
(DO NOT GRIND)
MOUNTING SURFACE
(DO NOT GRIND)
SHARPENED
SURFACE
SHARPENED
SURFACE
CHIPPING
SLOT
NEW
BLADE
CHIPPER
DISC
BLADE IS
TOO SHORT,
MUST BE
REPLACED
CHIPPER
DISC
CHIPPING
SLOT
1. Place a blade on the rotor and attach with two 5/16 x 1" bolts.
Torque to 25 Ft-lb. Repeat for the remaining blades.
2. Reinstall the discharge screen by placing the top lip of the
screen into the slot under the top slope of the chipper body
and rotating the screen so that the bolt holes align with the
holes in the chipper body.
3. Secure using two 5/16 x 3/4" bolts and nuts; torque to 17
Ft-lbs.
4. Reinstall the discharge door.
5.5 INSTALLING THE BLADES