Mild steel 50a o, Plasma / air shield – Tweco XT-300 Torch Data for Distributor Ultra-Cut 150 & 200 Power Supply AJ User Manual
Page 4
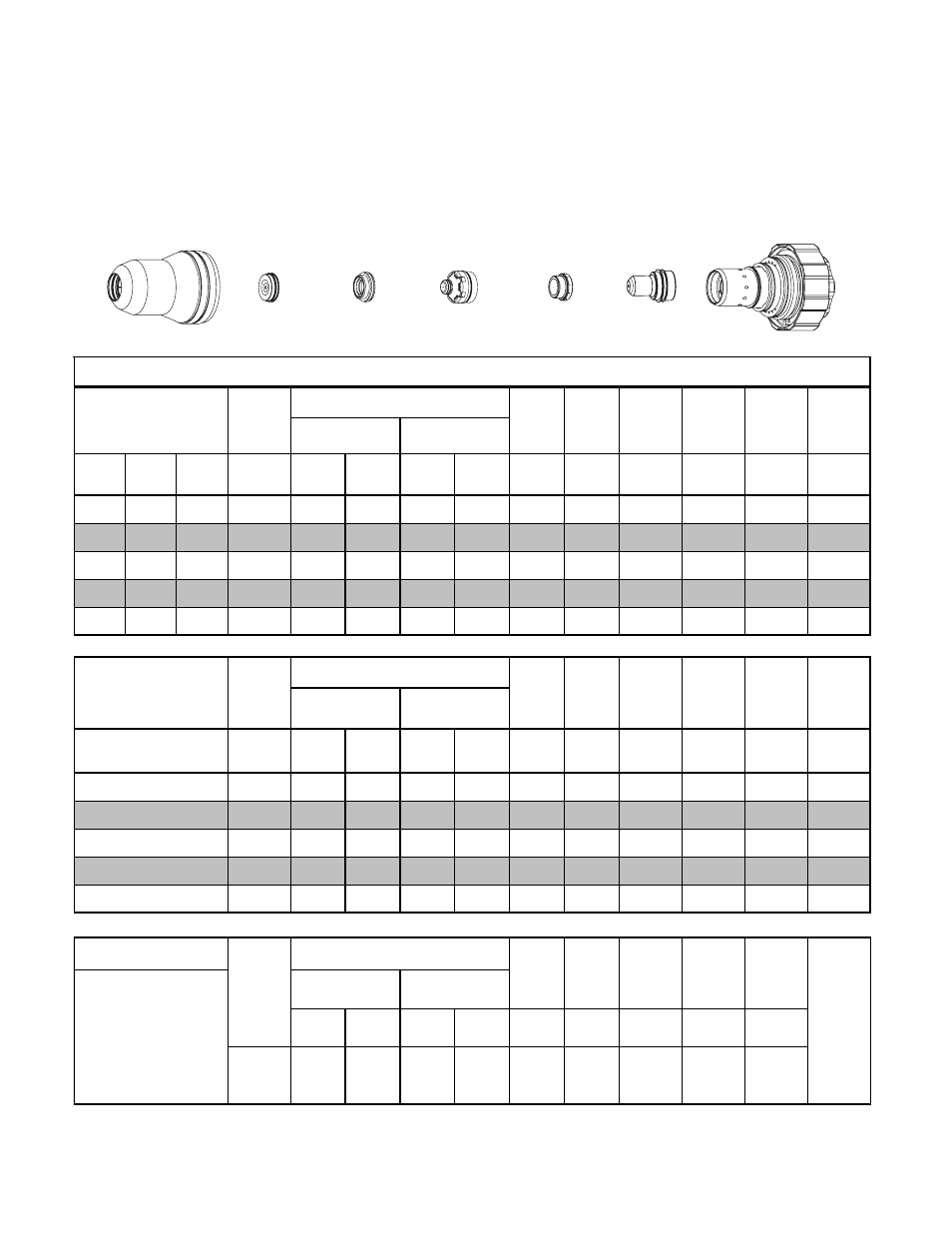
TORCH DATA
8-4
Manual 0-4801 Rev. AJ
Mild Steel
50A
O
2
Plasma / Air Shield
Cartridge
21-1020
Electrode
21-1069
Plasma
Gas Distributor
21-1041
Tip
21-1051
Shield Cap
21-1025
Shield Cup
21-1016
Art # A-06085
Shield
Gas Distributor
21-1272
(ga)
(in)
inch
(psi)
Ball
(psi)
Ball
(psi)
Volts
(in)
±0.005
(ipm)
(in)
(sec)
(in)
14
0.075
70
28
120
20
120
130
0.060
320
0.100
0.0
0.040
12
0.105
70
28
120
20
120
130
0.060
270
0.100
0.0
0.052
10
0.135
70
28
120
20
120
126
0.040
160
0.100
0.4
0.044
3/16
0.188
70
28
120
40
120
130
0.060
100
0.110
0.4
0.054
1/4
0.250
70
28
120
40
120
132
0.060
90
0.110
0.4
0.062
(bar)
Ball
(bar)
Ball
(bar)
Volts
(mm)
±0.1
(mm/min)
(mm)
(sec)
(mm)
4.8
28
8.3
20
8.3
130
1.5
7970
2.5
0.0
1.1
4.8
28
8.3
20
8.3
128
1.3
5640
2.5
0.2
1.2
4.8
28
8.3
20
8.3
128
1.2
3420
2.7
0.4
1.2
4.8
28
8.3
40
8.3
130
1.5
2500
2.8
0.4
1.4
4.8
28
8.3
40
8.3
132
1.5
2340
2.8
0.4
1.5
Ball
Press
Ball
Press
Volts
in ±0.005 /
mm ±0.1
ipm /
mm/min
in ±0.005 /
mm ±0.1
sec
20 psi
1.4 bar
40
40 psi
2.8 bar
75
80 psi
5.5 bar
160
0.12
3
300
7600
0.12
3
0
50A Mild Steel (O
2
/Air)
Material
Thickness
Pre Flow
Pressure
(Air)
Cut Flow Rates / Pressures
Arc
Voltage
Torch
Working
Height
Travel
Speed
Initial
Piercing
Height
Pierce
Delay
Kerf
Width
@ Rec.
Speed
Plasma (O
2
) Shield
(Air)
Material
Thickness
Pre Flow
Pressure
(Air)
Cut Flow Rates / Pressures
l
Pierce
Delay
Kerf
Width
@ Rec.
Speed
Plasma (O
2
)
Initial
Piercing
Height
Arc
Voltage
Torch
Working
Height
Travel
Speed
4
(mm)
2
3
Shield (Air)
Pre Flow
Pressure
(N
2
)
Plasma
Pressure (N
2
)
Arc
Voltage
5
6
Torch
Working
Height
Travel
Speed
Shield
Pressure (N
2
)
Marking (with 50A Mild Steel Parts)
Cut Flow Rates / Pressures
18A Arc Current
Initial
Piercing
Height
Pierce
Delay
Burn-through
may happen for
thicknesses < 1/16"
(0.063") / 1.6 mm
M arking
quality
degrades
as
thickness
decreases.