Common operating faults – Tweco SL80 Plasma Cutting User Manual
Page 4
October 20, 2006 Rev. AA.01
4
Manual 0-4797
NOTE
The gas preflow and postflow are a characteristic of
the power supply and not a function of the torch.
3
4
Art # A-03383
Trigger
2
1
Trigger Release
6. Cut as usual. Simply release the trigger assembly to
stop cutting.
7. Follow normal recommended cutting practices as
provided in the power supply operator's manual.
NOTE
When the shield cup is properly installed, there is a
slight gap between the shield cup and the torch
handle. Gas vents through this gap as part of normal
operation. Do not attempt to force the shield cup to
close this gap. Forcing the shield cup against the
torch head can damage components.
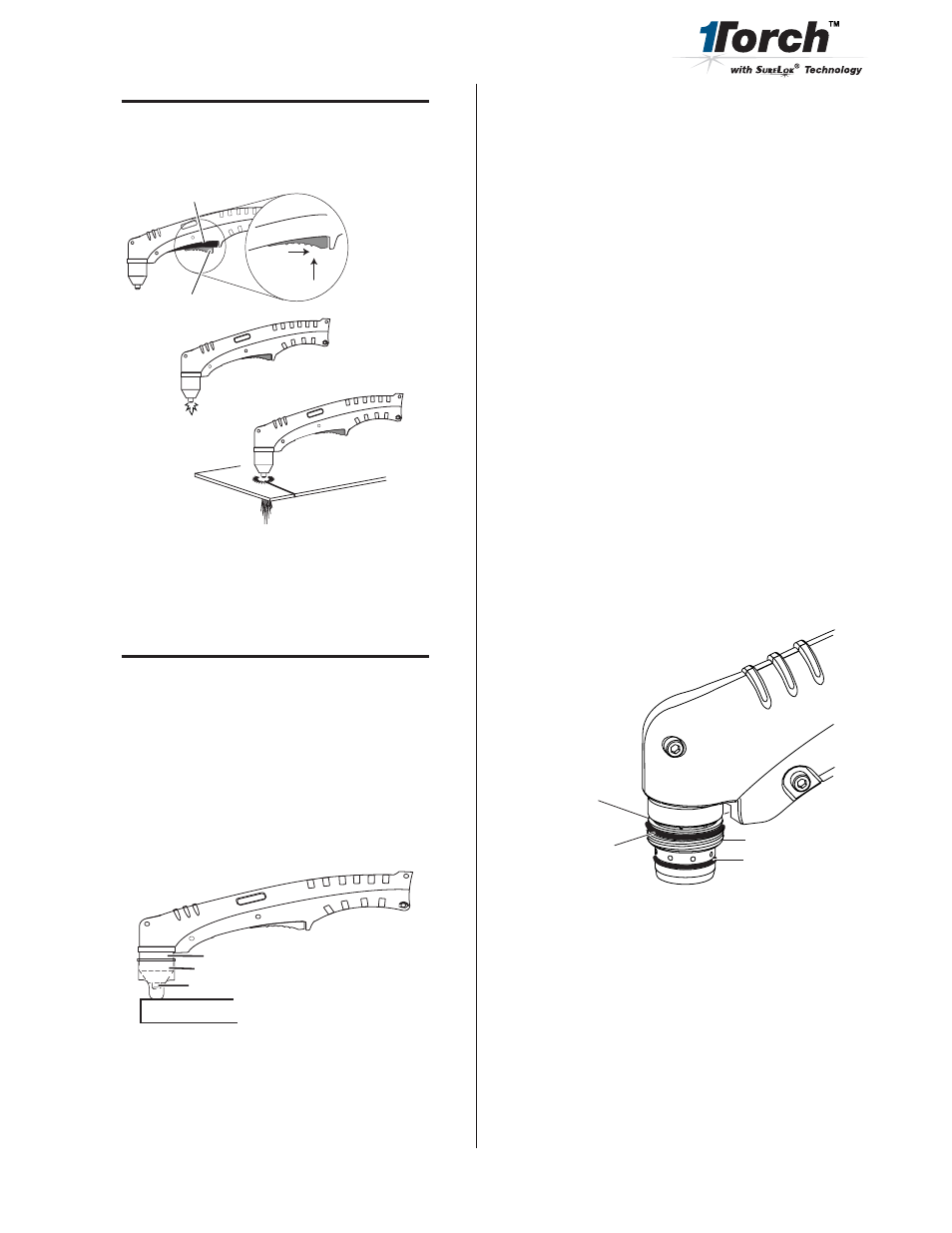
8. The optional Standoff Guide allows the user to easily
adjust and maintain a consistent standoff height for
most applications.
Art # A-04063
Shield Cup
Standoff Guide
Torch Tip
Workpiece
Common Operating Faults
The following are the more common cutting faults and the
possible causes:
A. Torch will not pilot or is erratic when torch switch is
activated
1. Input air setting improperly set. Input air pressure needs
to be adjusted for proper pilot.
a. If air pressure is too low, erratic or no pilot will
result. Increase air pressure to recommended
level.
b. If air pressure is too high, the pilot arc will stop
working after post flow cycle and the Safety
switch LED will light steady on the power
supply. Press the Safety switch button to reset
and decrease the air pressure to the recommend
level.
2. Wrong start cartridge installed.
a. The start Cartridge (9-8257) is specific to the
Pro-Cut 80. If any other start cartridge is
installed, the pilot arc will not start. Replace
with proper start cartridge, (9-8257).
3. Upper O-ring on torch head is in wrong position
Lower O-Ring
Upper O-Ring
in Correct Groove
Upper Groove
with Vent Holes
Must Remain Open
Threads
Art # A-03640