Quick fixed automation direct plug torches – Tweco QFW600 User Manual
Page 12
quick fixed automation direct plug torches
4-8
SM-QFDP
inStAllAtion AnD oPeRAtion
SECTION 4:
MAINTENANCE
Contact tips and nozzles should be cleaned frequently. Spatter buildup may cause bridging between nozzle and tip. This
could cause electrical shorting between the nozzle and work piece as well as restricting gas flow.
Regularly inspect the conductor tube, torch and cable assembly for abrasions, cuts, and undue wear. Replace or repair
any parts as needed.
The torch and conductor tube assemblies have o-rings for seals. Lubrication of these o-rings should be done periodically
and periodical inspections should be made to ensure that the o-rings do not de-grade, allowing water and/or shielding
gas leaks to occur. When removing the conductor tube from the torch assembly, be sure the single o-ring located in
the bottom of the hole remains in place.
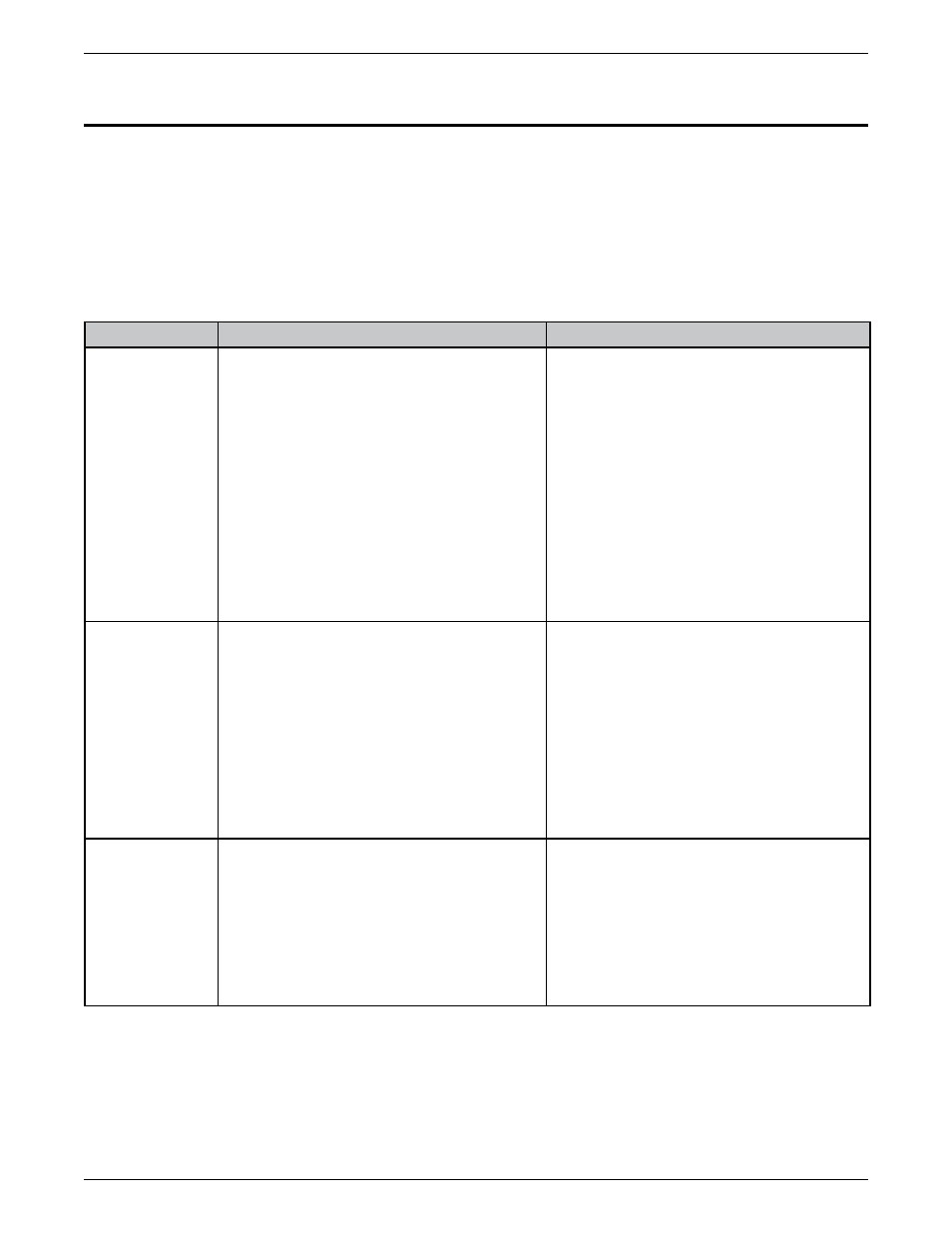
Problem
Possible Cause
Corrective Action
Wire feed
inconsistent or
not smooth.
1. Loose drive Rollers on feeder.
1. Tighten drive rollers.
2. Dirty or plugged conduit.
2. Replace conduit.
3. Conduit pulled back from diffuser.
3. Reposition conduit and tighten front
screw.
4. Sharp bends or kinks in conduit.
4. Remove and replace conduit.
5. Machine improperly adjusted.
5. Reset machine per machine and wire
manufacturers’ recommendations.
6. Spatter buildup on end of contact tip.
6. Clean or replace contact tip.
7. Loose contact tip or diffuser.
7. Tighten contact tip and diffuser pliers
tight.
8. Excessively worn contact tip.
8. Replace contact tip.
9. Loose ground cable or ground clamp.
9. Tighten or replace as required.
Torch assembly
is running hot.
1. Loose power connection.
1. Inspect complete torch and cable for loose
connections and tighten.
2. Loose or undersize ground cable or ground
clamp.
2. Tighten or replace as required.
3. Conductor tube not tight in torch block.
3. Tighten stainless setscrew in torch block.
4. Loose contact tip or diffuser.
4. Tighten contact tip and diffuser.
5. Operating torch and conductor tube assembly
above recommended amperage rating.
5. Readjust machine to correct setting for size
of torch being used.
6. Restricted water flow (only QRW and QRWA
series torch).
6. Inspect water lines for any excessive
bends.
Porous weld.
1. Poor or improper gas flow.
1. Check gas flow out of conductor tube
nozzle. Check for leaks or restrictions in
gas hoses and connections.
2. Moisture from torch/conductor tube.
2. Check o-rings on conductor tube and
torch block. Check the torch block for any
scarring, gouges to the surface.
3. Dirty or contaminated wire.
3. Change wire.
4. Base metal contamination.
4. Replace base metal.