Striking the arc, Learning to weld, Arc welding techniques – Tweco FP-235DC User Manual
Page 19
15
E6013
Sheet Metal
1/16”
Min. - 60 amps
Min. - 1/16”
General Purpose
3/32”
30 - 80 amps
1/16” - 1/8”
E7014
General Purpose
Sheet Metal
5/64”
Min. - 100 amps
Min. - 1/4”
Iron Powder
STRIKING THE ARC
Exposure to a welding arc is extremely harmful to
the eyes and skin. Prolonged exposure can cause blindness and burns.
NEVER strike an arc or begin welding until you have adequate protection.
Wear flameproof welding gloves, heavy long sleeved shirt, cuffless trousers,
high topped shoes and a welding helmet or shield.
To strike an arc, bring the tip of the rod in contact with the workpiece surface and quickly
raise it until there is about 1/8 inch (3.2) gap between the rod and workpiece.
The easiest way to strike an arc is to scratch the tip of the rod (for a short distance) on the
workpiece surface (as you would strike an match), then quickly lift it to the required 1/8
inch (3.2mm). It is important that the gap be maintained during the welding process and
that it be neither too wide or too narrow. If the gap becomes too narrow, the electrode will
freeze or stick to the workpiece.
Striking a proper arc and maintaining the gap between the electrode and the base metal
takes practice. Knowing when the arc is just right is a matter of experience. A good arc is
accompanied by a crisp, cracking sound (such as a frying egg).
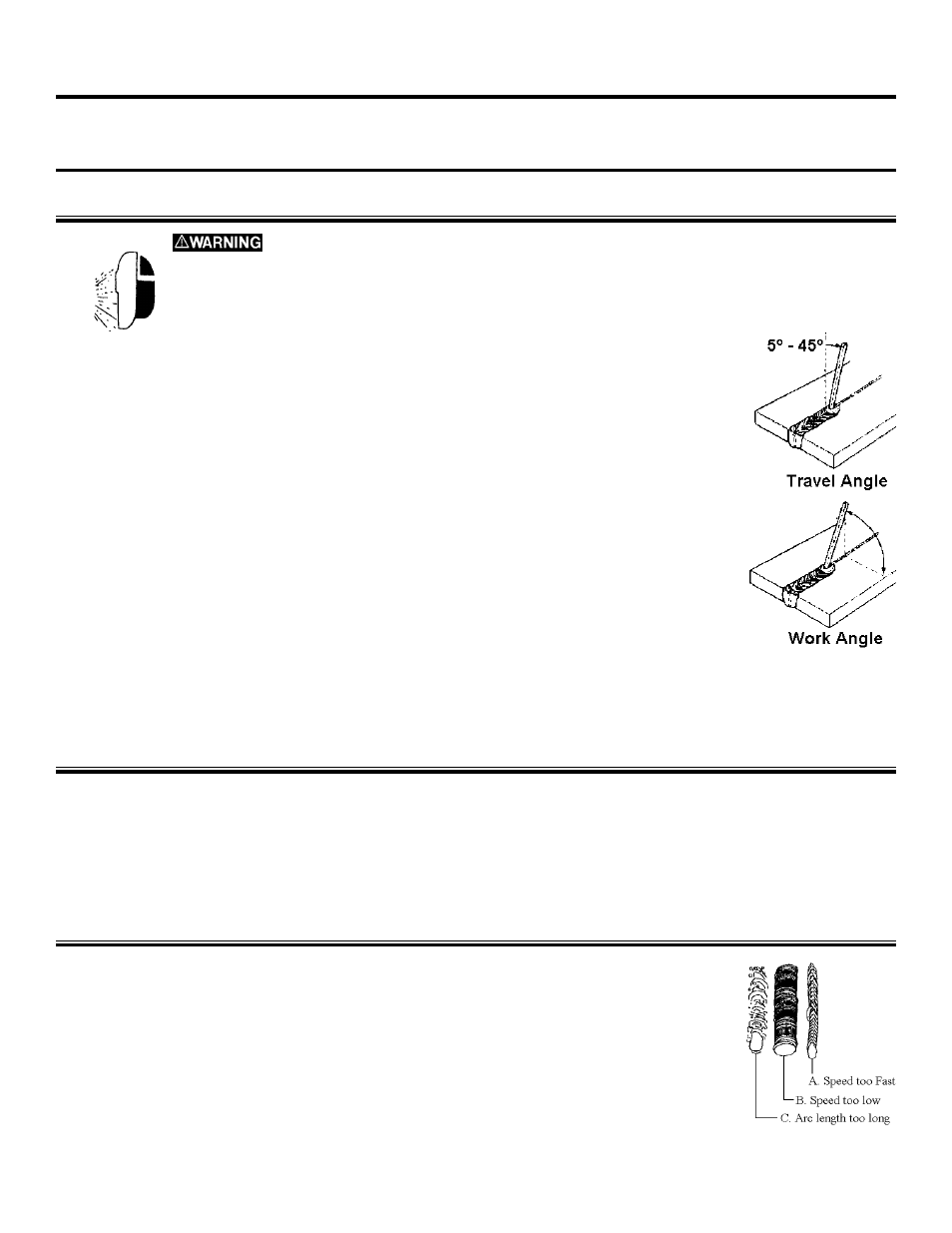
To lay a weld bead, only 2 positions are possible (see Figure 6):
1. Downward angle (work angle);
2. In the direction the weld is to be laid (travel angle).
Always watch the weld puddle to keep the slag from flowing in front of it to prevent causing inclusions and
gas pockets.
LEARNING TO WELD
The self taught welder learns through a process of trial and error. The best way to teach yourself how to weld
is with short periods of practice at regular intervals. All practice welds should be done on scrap metal that can
be discarded. DO NOT attempt to make any repairs on valuable equipment until you have satisfied yourself
that your practice welds are of good appearance and free of slag or gas inclusions. What you fail to learn
through practice will be learned through mistakes and re-welds later on.
ARC WELDING TECHNIQUES
After learning how to establish and hold an arc, the next step is learning how to run a good
bead. Probably the first attempts in practice will fall short of acceptable weld beads. Too
long an arc will be held or the travel speed will vary from slow to fast (see Figure 7).
A. Weld speed is too fast.
B. Weld speed is too slow.
C. Arc is too long.
A solid weld bead requires that the electrode be moved slowly and steadily along the weld
seam. Moving the electrode rapidly or erratically prevents proper fusion or creates a
lumpy, uneven bead.
Figure 6: Weld Angles
Figure 7: Weld
Appearance