12 polarity changeover, 12 polarity changeover -12, Fabricator 190 welding machine – Tweco 190 MIG Thermal Arc Fabricator User Manual
Page 34
FABRICATOR 190 WELDING MACHINE
INSTALLATION
3-12
Manual No. 0-4838
3.12 Polarity Changeover
!
WARNING
ELECTRIC SHOCK CAN KILL! Make certain the machine is unplugged from the power receptacle. Do not
plug machine in until told to do so in these instructions
As delivered from the factory, the output polarity is connected for DCEP (reverse polarity).
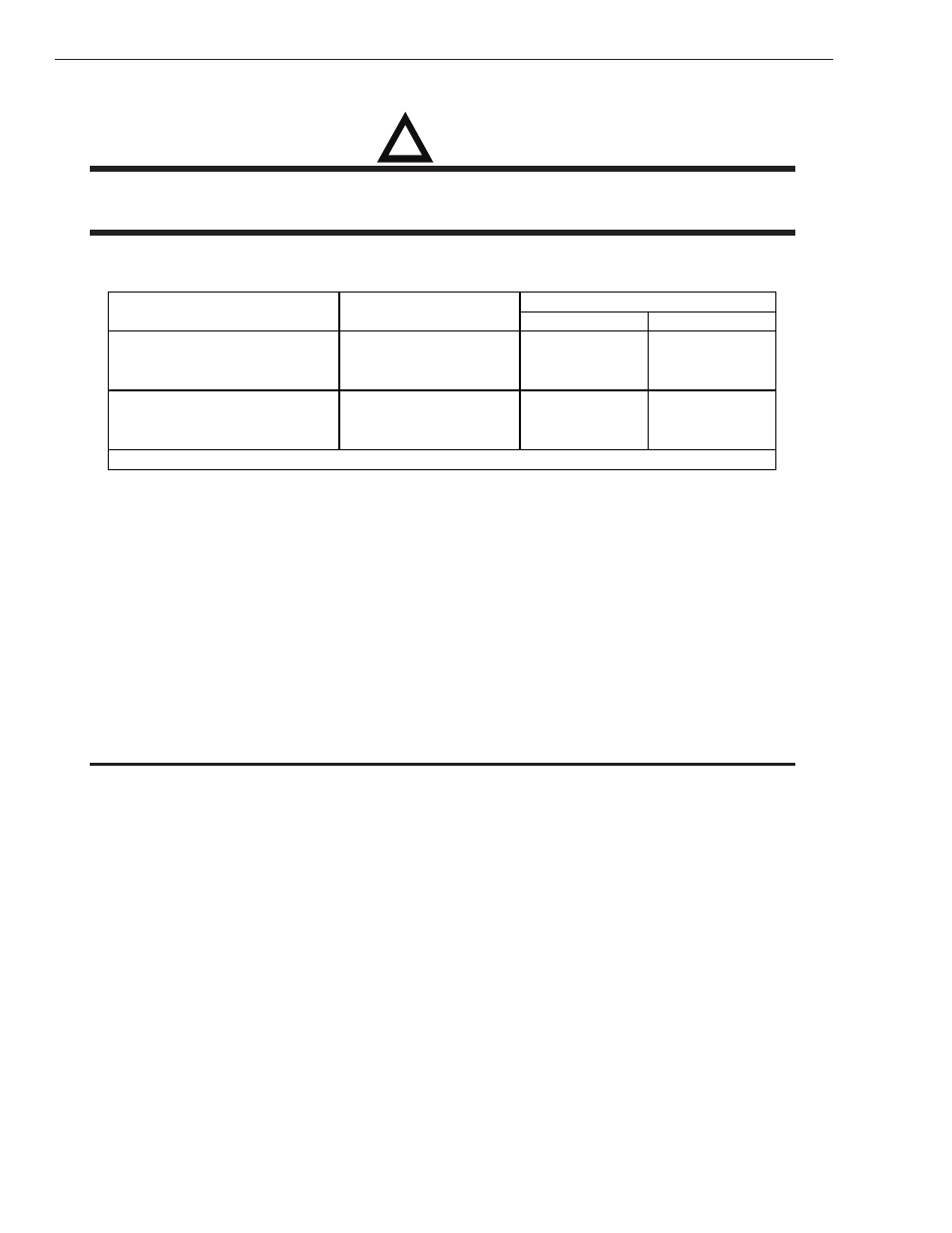
CABLE TO GUN
CABLE TO WORK
1. GMAW* – Steel, Stainless Steel,
Aluminum & gas shielded Flux
Cored electrode wires
1. D.C. Electrode Positive
(DCEP) – Reverse Polarity
1. Connected to (+)
Pos. output
terminal
1. Connected to (-)
Neg. output
terminal
2. FCAW* – Gasless Flux Cored
electrode wire
2. D.C. Electrode Negative
(DCEN) – Straight Polarity
2. Connected to (-)
Neg. output
terminal
2. Connected to (+)
Pos. output
terminal
CABLE CONNECTIONS
PROCESS
POLARITY
* Exception: Contact your filler metal supplier for the recommended polarity.
Table 3-4: Process Cable Connections
Changing polarity process.
a. Locate the two terminal knobs at the bottom of the machine. Refer to Figure 3-11.
b. Remove both terminal knobs by rotating counter-clockwise. Refer to Figure 3-11.
c. Set up the desired lead polarity as per Table 3-4 and as shown in Figure 3-12 by placing the loose end of the
polarity cable on the appropriate terminal.
d. Connect (or re-connect) the work cable to the vacant terminal
e. Replace both terminal knobs.
NOTE
Ensure terminal knobs are tightly secured and that there is no connection between positive and negative
terminals.