Triton JOF 001 User Manual
Page 37
37
D
Bedienung
4. Stellen Sie die Oberfräse nun auf
ihre maximale Frästiefe ein und
arretieren Sie den Spannhebel
zur Frästiefenarretierung, um die
Oberfräse in dieser Position zu
fixieren.
HINWEIS: Ab Werk, d.h. vor der
Erstbenutzung, befindet sich die
Oberfräse in dieser Einstellung.
5. Drehen Sie die Gewindespindel solange, bis die
Spindelarretierung einrastet.
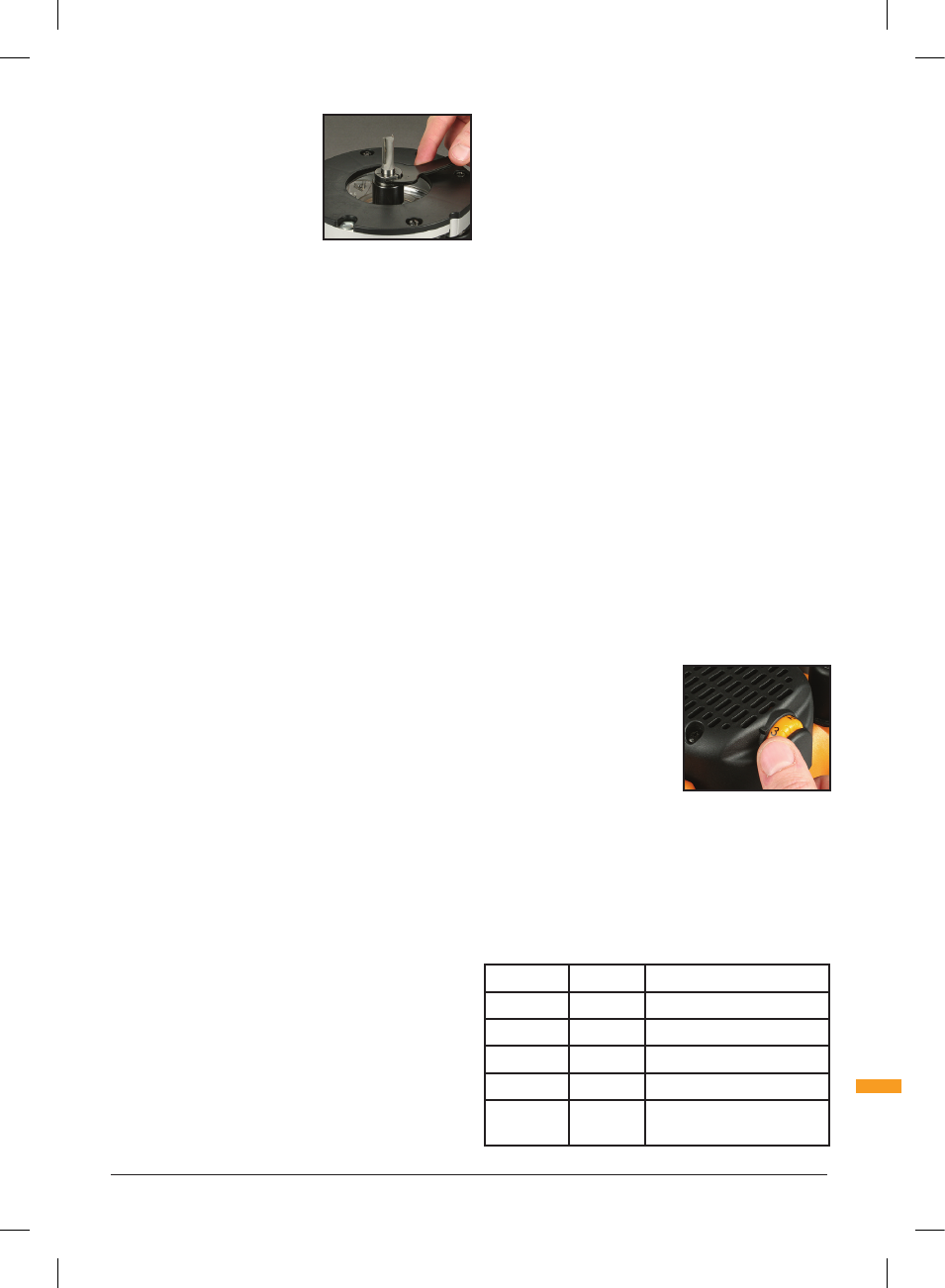
Spannzange anbringen
1. Setzen Sie die Spannzange so auf die Spindel, dass sie
in das Schraubgewinde eingreift.
2. Drehen Sie die Spannzange von Hand im Uhrzeigersinn,
bis sie vollständig auf der Spindel montiert ist.
Fräser anbringen
1. Lösen Sie die Spannzange soweit, dass sich der
Fräser einsetzen lässt. Lösen Sie die Spannzange zum
Herausnehmen eines Fräsers mit dem Gabelschlüssel (15).
2. Setzen Sie den Fräser ganz in die Spannzange
ein und drehen Sie dann die Spannzange mit dem
Gabelschlüssel, bis die Spannzangenverriegelung greift.
3. Halten Sie die Fräse gut am Gehäuse fest und lösen
Sie den Spannhebel zur Frästiefenarretierung.
Dadurch werden die Spannzangenarretierung und die
Schalterabdeckung freigegeben.
STAUBABSAUGUNG
Absauganschluss
• Diese JOF-Oberfräse von Triton verfügt über einen
Staubabsauganschluss (6) zur Spanabfuhr über dem
Frässchnitt. An diesen Anschluss lässt sich ein Schlauch
mit einem Außendurchmesser von 38 mm (1-½ Zoll)
anschließen, wie er im Lieferumfang des Triton-
Staubsammelbehälters (Art.-Nr. DCA300) enthalten ist.
• Der Schlauch wird über ein Linksgewinde (d.h. gegen
den Uhrzeigersinn) angeschraubt.
TIEFENANSCHLAG UND REVOLVER
• Die Tiefen- (11) und Revolveranschläge (9) ermöglichen
ein exaktes Setzen von zwei verschiedenen Frästiefen.
Nullpunkt einstellen
1. Setzen Sie den benötigten Fräser ein und stellen Sie die
Oberfräse richtig herum auf die Werkbank.
2. Drehen Sie die Revolveranschläge (9), bis sich die
Skalenstange unter dem Tiefenanschlag befindet.
3. Lösen Sie die Flügelschraube zur
Tiefenanschlagarretierung (11), damit der
Tiefenanschlag vollständig freigegeben wird.
4. Lösen Sie den Spannhebel zur Frästiefenarretierung (7)
und drücken Sie die Oberfräse herunter, bis die Spitze
des Fräsers auf der Werkbank aufsitzt.
5. Ziehen Sie nun die Flügelschraube wieder an, um den
Tiefenanschlag in dieser Stellung zu arretieren.
Frästiefen einstellen
1. Das obere Ende der Skalenstange bietet jetzt einen
präzisen Bezugspunkt, so dass sich die Frästiefe
anhand der Skala einstellen lässt.
2. Drehen Sie zum Einstellen der Frästiefe das Rändelrad
an einem der Revolveranschläge (9), bis die Oberseite
des Rändelrades an der Skala auf der gewünschten
Frästiefe steht. Beispiel: Drehen Sie für eine Frästiefe
von 3 mm das Rändelrad, bis sich die Oberseite auf
Höhe der 3-mm-Markierung an der Skala befindet.
3. Um eine zweite Frästiefe einzustellen, wiederholen
Sie den oben beschriebenen Vorgang am anderen
Rändelrad.
Auf die Frästiefe absenken
• Drehen Sie den Revolver, bis sich das Rändelrad in
der gewünschten Frästiefe unter dem Tiefenanschlag
befindet.
• Wenn Sie die Oberfräse nun absenken, stößt der
Tiefenanschlag an das Rändelrad und fixiert die
Oberfräse auf diese Weise exakt in der benötigten
Frästiefe.
DREHZAHLREGELUNG
• Die genauen Drehzahleinstellungen der Oberfräse
sind nicht ausschlaggebend; allgemein gilt, dass die
höchste Drehzahl, die nicht zu Brandspuren auf dem
Werkstück führt, gewählt werden sollte. Richten Sie
sich stets nach den maximalen Drehzahlbegrenzungen
des Fräser-Herstellers, sofern angegeben.
• Im Allgemeinen werden
höhere Drehzahlen für Holz
und MDF und niedrigere
Drehzahlen für Kunststoffe
verwendet.
• Ein Betrieb bei reduzierter
Drehzahl erhöht die Gefahr
einer Beschädigung
der Oberfräse durch
Überlastung. Wählen Sie besser sehr langsame
Vorschubgeschwindigkeiten und/oder nehmen Sie
mehrere flache Frässchnitte vor.
• Der Drehzahlregler (1) ist mit den Ziffern 1 bis 5
gekennzeichnet, die ungefähr den nachstehenden
Drehzahlen und Fräserdurchmessern entsprechen. Stellen
Sie die gewünschte Drehzahl am Drehzahlregler ein.
Einstellung U/Min.
Fräserdurchmesser
5
20.000
Bis 25 mm (1")
4
18.000
25–50 mm (1"–2")
3
14.500
50–65 mm (2"–2-½")
2
11.000
Über 65 mm (2-½")
1
8.000
Nur bei Brandspuren
verwenden
925837_Z1MANPRO1.indd 37
13/11/2013 16:46