Twin cutter tool – AMMCO 7900 Twin Cutter Tool User Manual
Page 4
4 • AMMCO 7900 Twin Cutter Tool
Twin Cutter Tool
(except Model 7000 Disc Lathe) to make the adjust-
ment.
3. Install the tool bar, carbide tool bit up, on the right
side of the rotor slide with the T-bolt and clamp. Slide
the tool bar into the clamp. Mount the other tool bar,
carbide tool bit up, on the left side of the rotor slide.
4. Turn the end knob of each tool bar micrometer
counterclockwise to fully withdraw the tool bit holders.
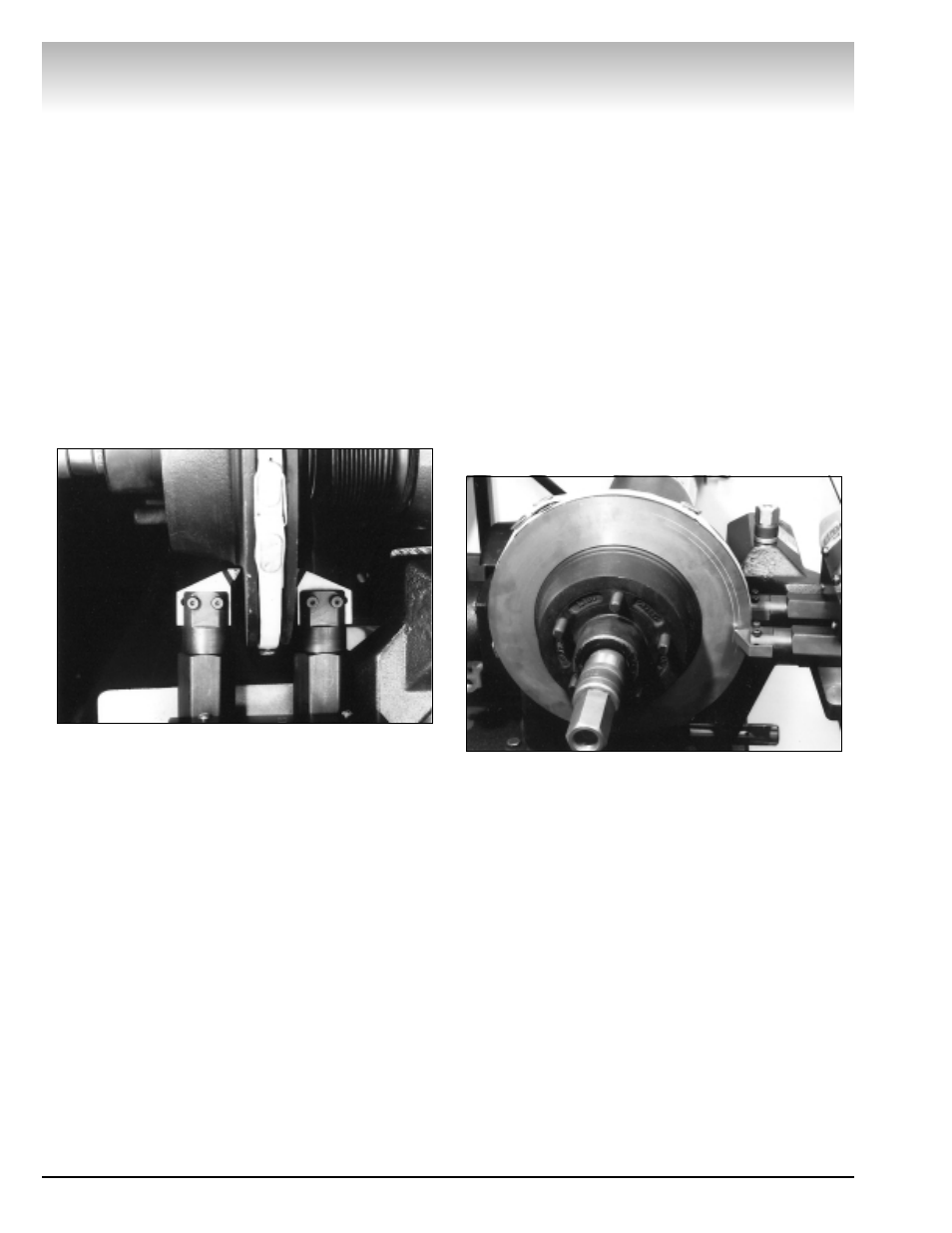
5. Position the left tool bar approximately parallel to
the outer brake surface so the tool bit is 1/8" away
from the brake surface and reaches to the groove at
the base of the brake surface. Tighten the T-bolt nut.
Position the right tool bar approximately parallel to the
inner brake surface so its tool bit is directly across
from the left tool bar tool bit and about 1/8" from the
inner brake surface, Fig. 3. Tighten the T-bolt nut.
6. Turn the cross feed handwheel counterclockwise
until the tool bits are about 1/2" in from the outer edge
of the brake surface.
7. Turn the end knob of the left boring bar microme-
ter clockwise to advance the tool bit until if lightly con-
tacts the outer brake surface making a “scratch cut”
approximately .001" deep. Turn the lathe off.
8. If the tool bit did not scratch the brake surface all
the way around, there is runout in the rotor and/or
runout caused by improper rotor mounting.
9. Use the “scratch cut” method as outlined in
steps 9A, 9B, 9C, and 9D to determine if the runout is
caused by an improper mounting.
9A. Turn the end knob of the left tool bar micrometer
counterclockwise one (1) full turn to back the tool bit
away from the brake surface.
9B. Turn the rotor slide handwheel clockwise to
move the tool bit 1/4" toward the arbor.
9C. Loosen the arbor nut and rotate the rotor 180˚ on
the adapters (do not allow the adapters to turn on the
arbor). Retighten the arbor nut.
9D. Turn the lathe on, then turn the end knob of the
left tool bar micrometer clockwise until the tool bit
makes light contact with the brake surface. Turn the
end knob of the left tool bar micrometer counter-
clockwise to withdraw the tool bit from the brake sur-
face.
10. Turn the lathe off. If the two scratch cuts are
side by side, Fig. 4, the runout is in the rotor and NOT
in the mounting, continue with step 11. If the two
scratch cuts are 180˚ apart, the runout is caused by an
improper mounting. In this case, inspect the mounting
for cleanliness and the adapters for burrs, nicks, and
scratches as well as the bearing races for looseness.
Remount the rotor and check for runout again. If the
runout has been corrected, proceed with step 11.
11. Turn the lathe on. Turn the end knob of the left
tool bar micrometer clockwise until the tool bit lightly
contacts the brake surface. Hold the end knob of the
micrometer still and rotate the depth-of-cut dial to
zero.
12. Turn the end knob of the right tool bar microm-
eter clockwise until it lightly contacts the brake sur-
face. Hold the end knob of the micrometer still and
rotate the depth-of-cut collar to zero.
Note: Once you have zeroed a depth-of-cut collar,
use only the end knob to advance or withdraw the tool
bit. The collar will rotate with the knob to show the
depth-of-cut. Any other disturbance of the collar will
lose the zero position.
13. Turn the cross feed handwheel clockwise until
the outer toolbit reaches the groove at the rotor hub.
The right tool bit will automatically be positioned
beyond the inner brake surface.
Figure 3
Figure 4