Twin cutter tool – AMMCO 7900 Twin Cutter Tool User Manual
Page 3
AMMCO 7900 Twin Cutter Tool • 3
The No. 907900 Twin Cutter mounts on the cross
feed tool post to resurface both rotor faces simulta-
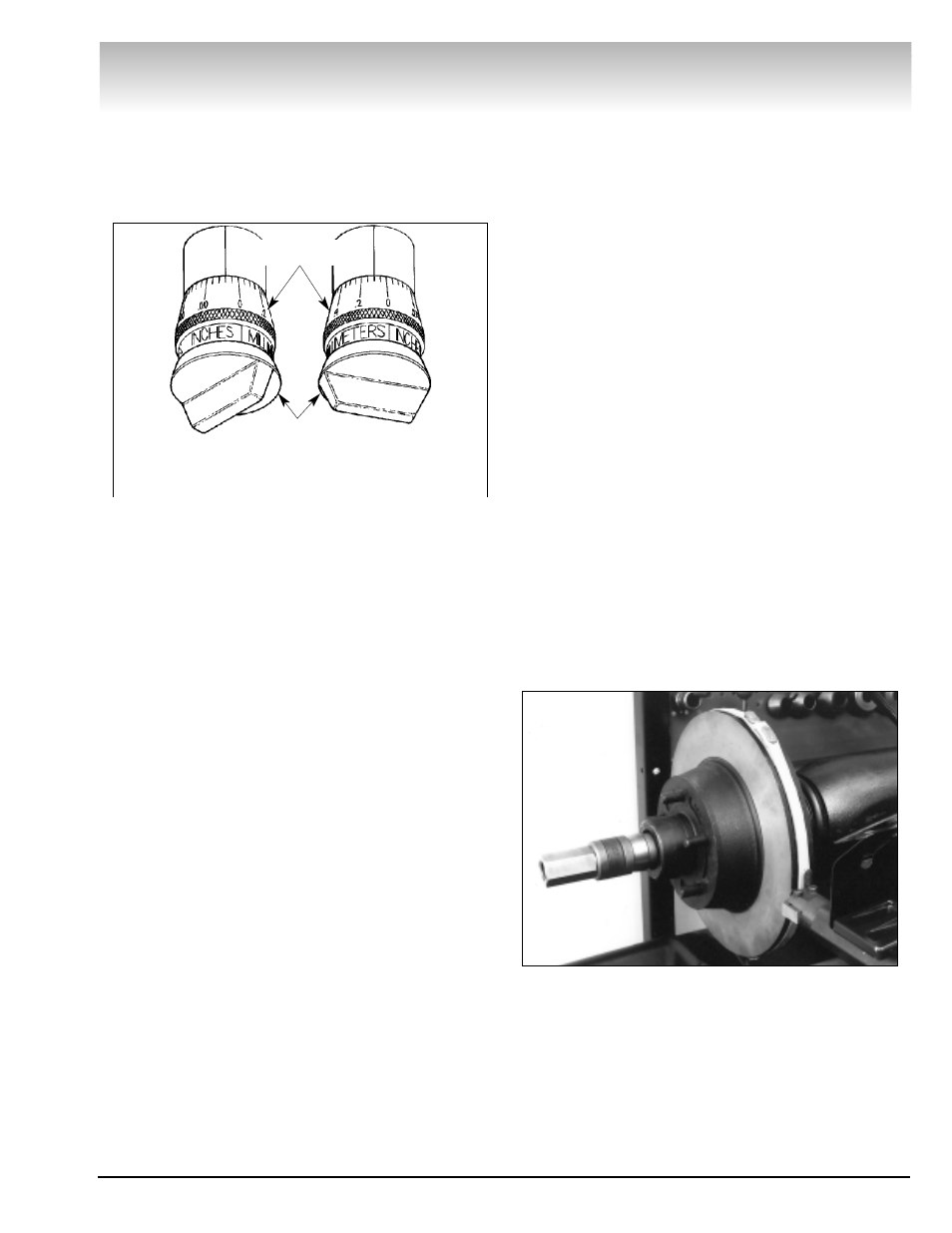
neously. Each tool bar is individually adjustable (in
thousandths of an inch or millimeters) to permit pre-
cise depth-of-cut settings, Fig.1.
Installation
1. Remove the nut and self-aligning washers retain-
ing the boring bar. (Older lathes have a tool post pivot
screw which must be loose before the lower clamp
can be removed.)
2. Place the tool bar support over the cross feed
tool post stud and replace self-aligning washers and
nut. (If the lathe has a recess in the top of the tool
post, the chip plate supplied with the twin cutter
should be placed on the tool post before installing the
twin cutter.)
3. Align the tool bar support parallel with the arbor
and wrench tighten the nut.
Reconditioning Disc Brake Rotors
Each brake rotor should be carefully inspected for
SCORING and RUST RIDGES (at the inner and outer
circumference of the rotor). Any excessive wear or
deformity should be noted and, if not within accept-
able limits, the rotor should be replaced.
Use a micrometer to check the thickness of the rotor
at no less than three points around circumference
about 1" (2.54 cm) in from the outer diameter. If the
rotor thickness varies between readings, it should be
machined; however, if the thickness is less than the
minimum established by the car manufacturer (or if it
will be less after reconditioning), the rotor should be
replaced. Note: Most often the discard thickness
dimension is cast into the rotor, not the minimum
“machine to” thickness.
The tool bars mount on top of the tool bar support,
carbide bits up, and are used to recondition both brake
surfaces of a rotor at the same time.
Rotor Mounting
Use the cross feed handwheel to move the tool bar
support away from the arbor to permit mounting the
rotor. Mount the rotor on the arbor using the appro-
priate adapters. Hubbed rotors are mounted on
adapters that fit into the bearing races. Hubless rotors
use a spring loaded cone in the center hole and a hub-
less adapter on each side of the rotor. Spacers are
used to fill out the arbor shaft so that the arbor nut can
be tightened. The adapters, cones, and spacers sup-
plied with your lathe will allow you to recondition the
majority of rotors on today's vehicles. Optional
adapters, cones, and spacers are available to meet
special needs.
Note: Adapters may also be used as spacers to fill
out the arbor if care is taken to prevent damage to
their machined surfaces.
The patented self-aligning spacer prevents diagonal
thrust on the adapters. The self-aligning spacer should
always be used adjacent to the arbor nut.
Set-Up and Machining
1. Install either a weighted silencer band (vented
rotors), Fig. 2, or a non-weighted silencer band (non-
vented rotors), or an optional friction rotor silencer to
dampen vibrations during machining.
2. Use the cross feed handwheel to position the
tool bar support about 1/2" from the rotor or silencer
band. Loosen the tool post nut to center the tool bar
support to the rotor. Wrench tighten the nut. If the tool
bar support cannot be centered with the rotor by mov-
ing the tool bar support, it may be necessary to move
the tool bar support, it may be necessary to move the
rotor in or out by using the spindle feed handwheel
Twin Cutter Tool
Figure 2
With the lathe on, turn the adjustment knob until the tool bit
lightly contacts the rotor face. Turn the micrometer dial to
zero. Turn the adjustment knob to set the desired depth-of-cut.
Dial Set To
.004 "
Inch/Millimeter
Micrometer Dials
Dial Set To
0.1 mm
Adjustment
Knob
Figure 1