Synergy 8012-01 - JK, TJ/LJ, XJ, ZJ D30/44 Inner Axle Sleeve Kit User Manual
Page 4
14. Repeat the hole pattern for the back/underside of the housing. There should be a total
of 16 hole locations.
15. Center punch all hole locations and drill with a 1/2” drill bit.
16. Remove all paint around the hole surface, around the axle center section where the
axle tubes press in, and at each end of the axle tube where the inner C presses on to
the housing.
17. Remove all metal shavings from both sides of the axle housing after drilling and
grinding. A telescoping magnet or long rod with a 1 ½” radius tab welded at 90
degrees can be used to scoop out the shavings.
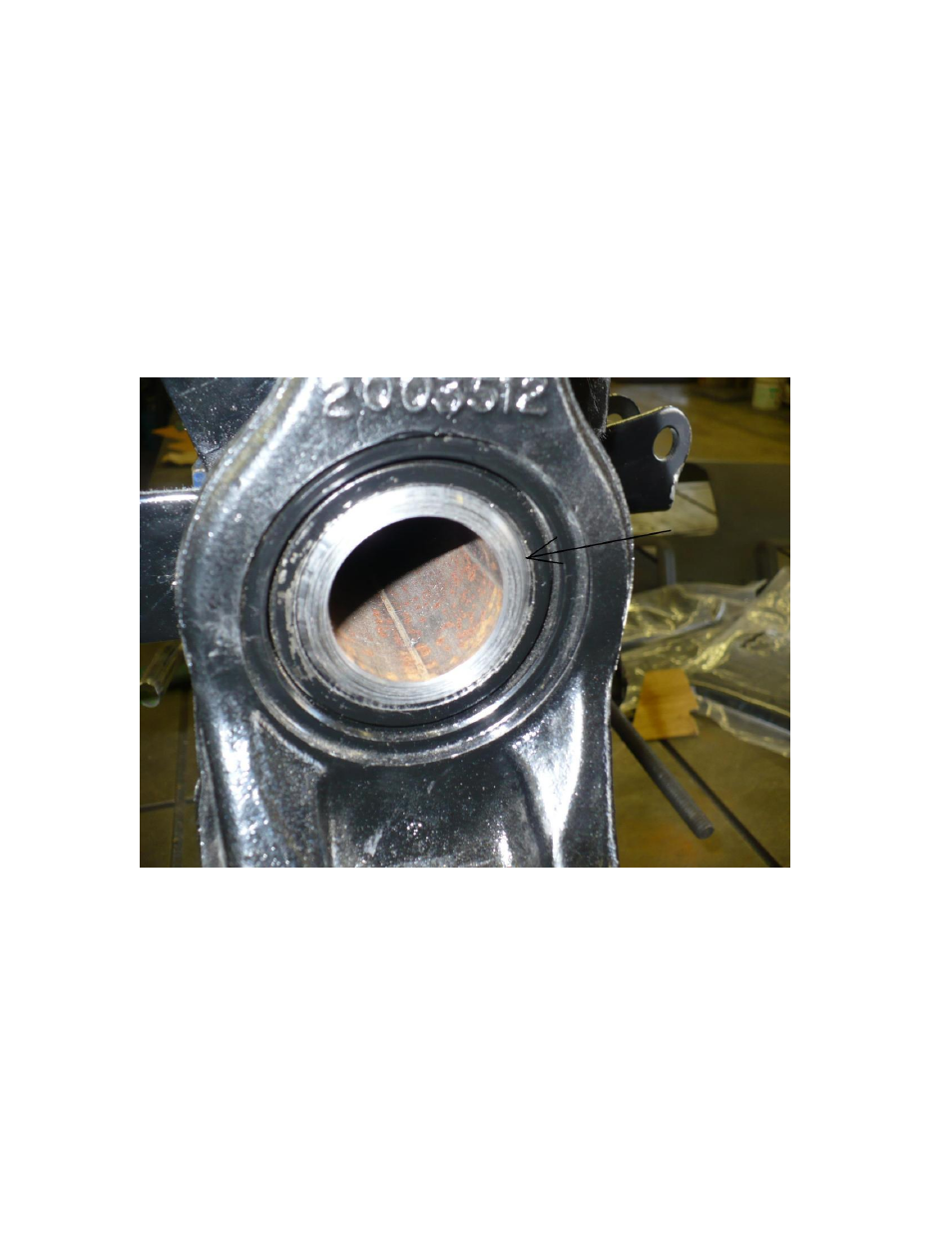
18. When all the metal shavings are removed, slide in the new inner axle sleeves until
they are flush with the end of stock axle tube. See figure 4
Figure 4
19. With the paint removed from the inner C, weld around the stock axle tube to the new
Inner Sleeve. As seen in Figure 4.
20. We recommend that you weld the cast iron center section to the stock axle tubes. The
best method is to TIG weld with stainless 312 rod with a slight amount of pre-heating.
Another option is to MIG weld with a little pre-heating. See Figure 5
- 3427 - Univ Jeep Shock Stem Adapter (1 page)
- 4012 - Jeep JK Spare Tire Relocation Bracket (1 page)
- 4018 - Jeep JK Compressor Mount (3 pages)
- 4018-RHD - JK Onboard Air Compressor Bracket RHD (Viair & ARB) (4 pages)
- 4024 - Jeep JK Air Tank Mount (2 pages)
- 4034 - Air Compressor Bracket 12+ JK w/ 3.6L Pentastar (4 pages)
- 4040 - Synergy Sit Shower Shave Kit (21 pages)
- 4105 / 6 - D60 Drive Gears (1 page)
- 4120 Series - Heavy Duty Ball Joints (1 page)
- 4121/21-01 - Heavy Duty Ball Joints (1 page)
- 4122/22-01 - Heavy Duty Ball Joints (1 page)
- 4124 - Heavy Duty Ball Joints (2 pages)
- 4125 - HD Ball Joints for 80-96 Ford Bronco, F150, F250 (1 page)
- 4128 - Heavy Duty Ball Joints (1 page)
- 4129/29-01 - Jeep XJ Heavy Duty Front Ball Joints (2 pages)
- 413402 - Low Misalignment Tie Rod End Dust Boot (3 pages)
- 414X - GM HD Ball Joints (1 page)
- 5000 - Jeep TJ Front Coilover Bracket Kit (4 pages)
- 5011 - Jeep JK Front Coil Over Mounting Kit (17 pages)
- 5011-03 - Jeep JK Front Air Bump Mounting Kit (5 pages)
- 5012 - Jeep TJ/YJ/CJ Universal Shock Hoop (6 pages)
- 5013 - Jeep JK Rear Coilover Kit (13 pages)
- 5014-A - Jeep JK Rear Air Bump Kit (10 pages)
- 5016 - Jeep JK Unlimited Three Seat Bracket (7 pages)
- 5017 - 2012+ Jeep JK Exhaust Spacer Kit (9 pages)
- 5019 - Jeep JK Thru Coil Front Air Bump Kit (10 pages)
- 5021 - Jeep JK Heavy Duty Front Lower Control Arm Frame Bracket (10 pages)
- 5022-02 - Jeep JK Frame Side RLCA Gusset Kit (12 pages)
- 5051 - Front 3 Link Kit for Jeep TJ (16 pages)
- 5052 - Rear 4 Link Kit (Bronco, Jeep CJ, TJ, YJ, Universal) (10 pages)
- 5102-0X - Jeep JK Louvered Hood Panel (13 pages)
- 5103 - Jeep JK License Plate Delete Panel (3 pages)
- 5203 - Jeep TJ/LJ Front Cage Kit (10 pages)
- 5204 - Jeep TJ Rear Cage Kit (6 pages)
- 5205 - TJ/LJ Cage Tie-In Kit (4 pages)
- 5210 - Jeep LJ/TJ Cage Kit (8 pages)
- 5221 - 07-10 Jeep JK 2/4 Door Front Cage Kit (51 pages)
- 5221-A - 2011+ Jeep JK 2/4 Door Front Cage Kit (61 pages)
- 5222-04 - Jeep JK 2 Door Weld-In Harness Bar (6 pages)
- 5222-A - Jeep JK 2 Door Rear Cage Kit (10 pages)
- 5223 - JK 4 Door B-Pillar Cage Kit (15 pages)
- 5224-A - Jeep JK 4 Door Rear Cage Kit (11 pages)
- 5232-3 - Jeep YJ Rear Cage Kit (8 pages)
- 523X - Jeep YJ Cage Kit (14 pages)
- 5310 - Jeep JK Rear Bumper (10 pages)