Wrong – Tilton 77-Series (98-1234) User Manual
Page 2
How to cHange tHe crusH wasHer
NOTE:
During this procedure, it is EXTREMELY important to keep the
piston shaft installed in the hex end cap. If you remove the piston shaft
from the hex end cap, the threads of the shaft will damage the factory
installed external seal and you will have to send the assembly to Tilton
for rebuilding .
1. In a vice with aluminum soft jaws, firmly clamp the parallel flat sides of the master
cylinder body around the spherical bearing.
2. Use an appropriate sized deep socket, and loosen the hex end cap.
3. By hand, completely unscrew the cap. Be careful near the last thread, as an internal
spring will push the assembly apart. Leave the return spring and its guide-pin in the
master cylinder body.
4. Remove the existing crush washer, and replace it with the desired thickness crush
washer. It is recommended not to reuse the crush washers since they may not seal
properly after they have been previously installed.
5. Make sure the pressure cup seal on the piston is lubed with rubber grease (Tilton P/N
RG-17). This grease is proven to provide proper initial lubrication, yet dissolves into
DOT 3 & DOT 4 Brake fluid. Do not be tempted to use any other grease that may not
dissolve, or may chemically damage the seal.
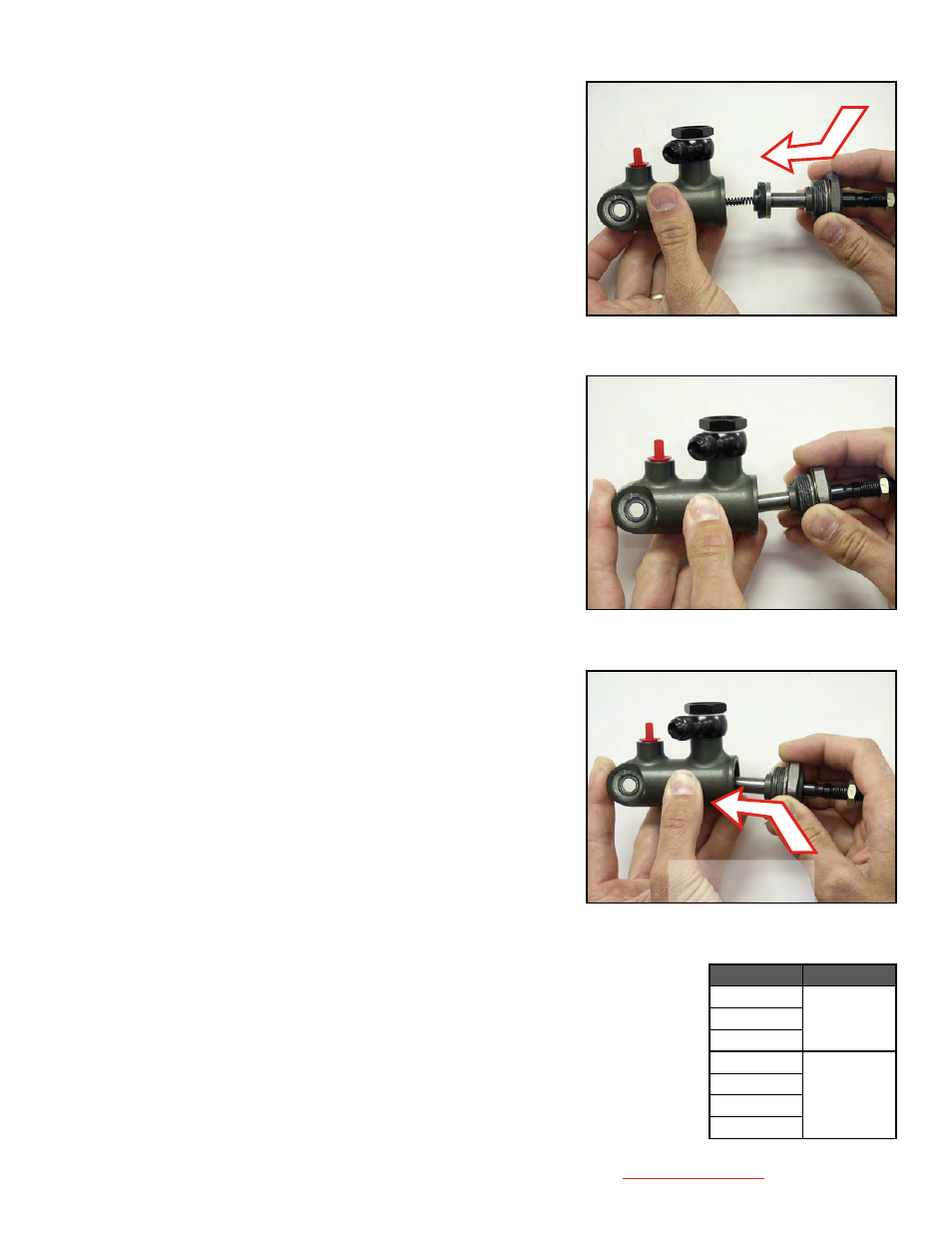
8. Hold the pushrod perfectly in line with the master cylinder body and push very
gently. The piston’s seal should very easily compress into the smooth bore of the
master cylinder body. If the seal does not easily compress into the smooth bore of
the master cylinder body, tip the piston so that the shaft forms a slight “V” with the
master cylinder body (see fig. 2). This will draw the top of the seal into the bore. Then,
straighten the piston so that it is axially aligned again and the bottom part of the seal
will be drawn into the bore.
NEVER tip the piston so that the shaft forms a “^” with the master cylinder body as
viewed from the side (see fig. 3). This will draw the bottom of the seal into the bore
first and will cause the top of the seal to bulge and possibly get cut on the drilled
ports.
Caution:
NEVER use excess force to assemble the master cylinder, as you
will risk damage to the seal.
9. Use a torque wrench and torque the hex end cap to the specified rate for your bore
size (Figure 4).
Tilton Engineering, Inc. 25 Easy Street • PO Box 1787 • Buellton, CA 93427 • www.tiltonracing.com
Bore
Torque
5/8" (.625")
40 lb-ft
7/10" (.700")
3/4" (.750")
13/16" (.812")
60 lb-ft
7/8" (.875")
15/16" (.937")
1.0 " (1.000")
Figure 4
Figure 1
Figure 2
Figure 3
WRONG!
WRONG!