Operation – Lincoln Electric IM874 VANTAGE 300 User Manual
Page 23
B-5
OPERATION
B-5
NOTE: When starting for the first time, or after and
extended period of time of not operating, it will take
longer than normal to start because the fuel pump has
to fill the fuel system. For best results, bleed the fuel
system as indicated in Maintenance Section of this
manual.
STOPPING THE ENGINE
Remove all welding and auxiliary power loads and
allow the engine to run at low idle speed for a few
minutes to cool the engine.
STOP the engine by placing the RUN-STOP switch in
the STOP position.
NOTE: A fuel shut off valve is located on the fuel pre-
filter.
WELDER OPERATION
DUTY CYCLE
Duty Cycle is the percentage of time the load is being
applied in a 10 minute period. For example a 60% duty
cycle, represents 6 minutes of load and 4 minutes of no
load in a 10 minute period.
ELECTRODE INFORMATION
For any electrode the procedures should be kept with-
in the rating of the machine. For information on elec-
trodes and their proper application see (www.lincoln-
electric.com) or the appropriate Lincoln publication.
The VANTAGE 300 can be used with a broad range of
DC stick electrodes. The MODE switch provides two
stick welding settings as follows:
VANTAGE 300
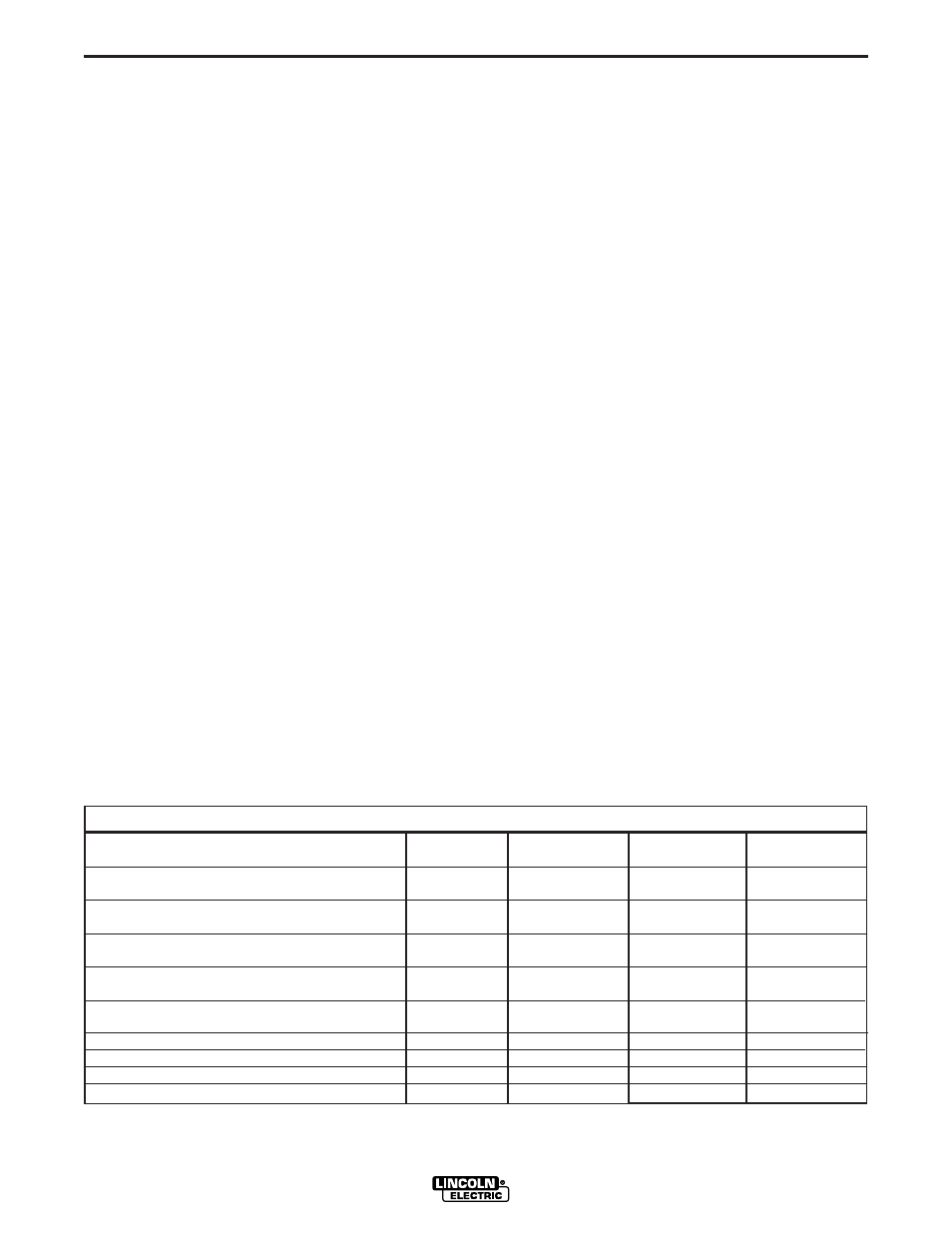
TYPICAL VANTAGE 300 FUEL CONSUMPTION
TABLE B.1
Kubota V1505
Gal./Hr (Liters/Hr)
.29 (1.10)
-----------
.40 (1.52)
-----------
.66 (2.50)
-----------
.87 (3.30)
-----------
1.17 (4.41)
--------------
1.10 (4.15)
.89 (3.36)
.73 (2.75)
.56 (2.14)
Running Time for
15 gallons - (Hours)
51.72
--------
37.32
--------
22.67
--------
17.18
--------
12.86
--------
13.67
16.88
20.65
26.56
Deutz D2008 L4
Gal./Hr (Liters/Hr)
---------
.34 (1.30)
---------
.46 (1.75)
-----------
.64 (2.41)
-----------
.86 (3.24)
-------------
1.22 (4.62)
1.10 (4.15)
.89 (3.36)
.73 (2.75)
.58 (2.18)
Running Time for
15 gallons - (Hours)
--------
43.81
--------
32.46
--------
23.54
--------
17.52
--------
12.28
13.67
16.88
20.65
26.07
1350 R.P.M. (Kubota)
1400 R.P.M. (Deutz)
1890 R.P.M. (Kubota)
1800 R.P.M. (Deutz)
DC Weld Output 150 Amps @ 20 Volts
DC Weld Output 250 Amps @ 24 Volts
DC Weld Output 300 Amps @ 32 Volts
10,000 Watts
7,500 Watts
5,000 Watts
2,500 Watts
NOTE: This data is for reference only. Fuel consumption is approximate and can be influenced by
many factors, including engine maintenance, environmental conditions and fuel quality.
CONSTANT CURRENT (CC-STICK) WELDING
The CC-STICK position of the MODE switch is designed
for horizontal and vertical-up welding with all types of elec-
trodes, especially low hydrogen. The OUTPUT CONTROL
dial adjusts the full output range for stick welding.
The ARC CONTROL dial sets the short circuit current
(arc-force) during stick welding to adjust for a soft or crisp
arc. Increasing the number from -10(soft) to +10(crisp)
increases the short circuit current and prevents sticking of
the electrode to the plate while welding. This can also
increase spatter. It is recommended that the ARC CON-
TROL be set to the minimum number without electrode
sticking. Start with the dial set at 0.
DOWNHILL PIPE Welding
This slope controlled setting is intended for "out-of-posi-
tion" and "down hill" pipe welding where the operator
would like to control the current level by changing the arc
length.
The OUTPUT CONTROL dial adjusts the full output range
for pipe welding.
The ARC CONTROL dial sets the short circuit current
(arc-force) during stick welding to adjust for a soft or more
forceful digging arc (crisp). Increasing the number from -
10(soft) to +10(crisp) increases the short circuit current
which results in a more forceful digging arc.Typically a
forceful digging arc is preferred for root and hot passes. A
softer arc is preferred for fill and cap passes where weld
puddle control and deposition (“stacking” of iron) are key
to fast travel speeds. This can also increase spatter.
It is recommended that the ARC CONTROL be set to the
minimum number without electrode sticking. Start with the
dial set at 0.
Low Idle - No Load
High Idle - No Load