Maintenance – Lincoln Electric IM872 LF-74 WIRE FEEDER User Manual
Page 40
D-2
MAINTENANCE
D-2
LF-74
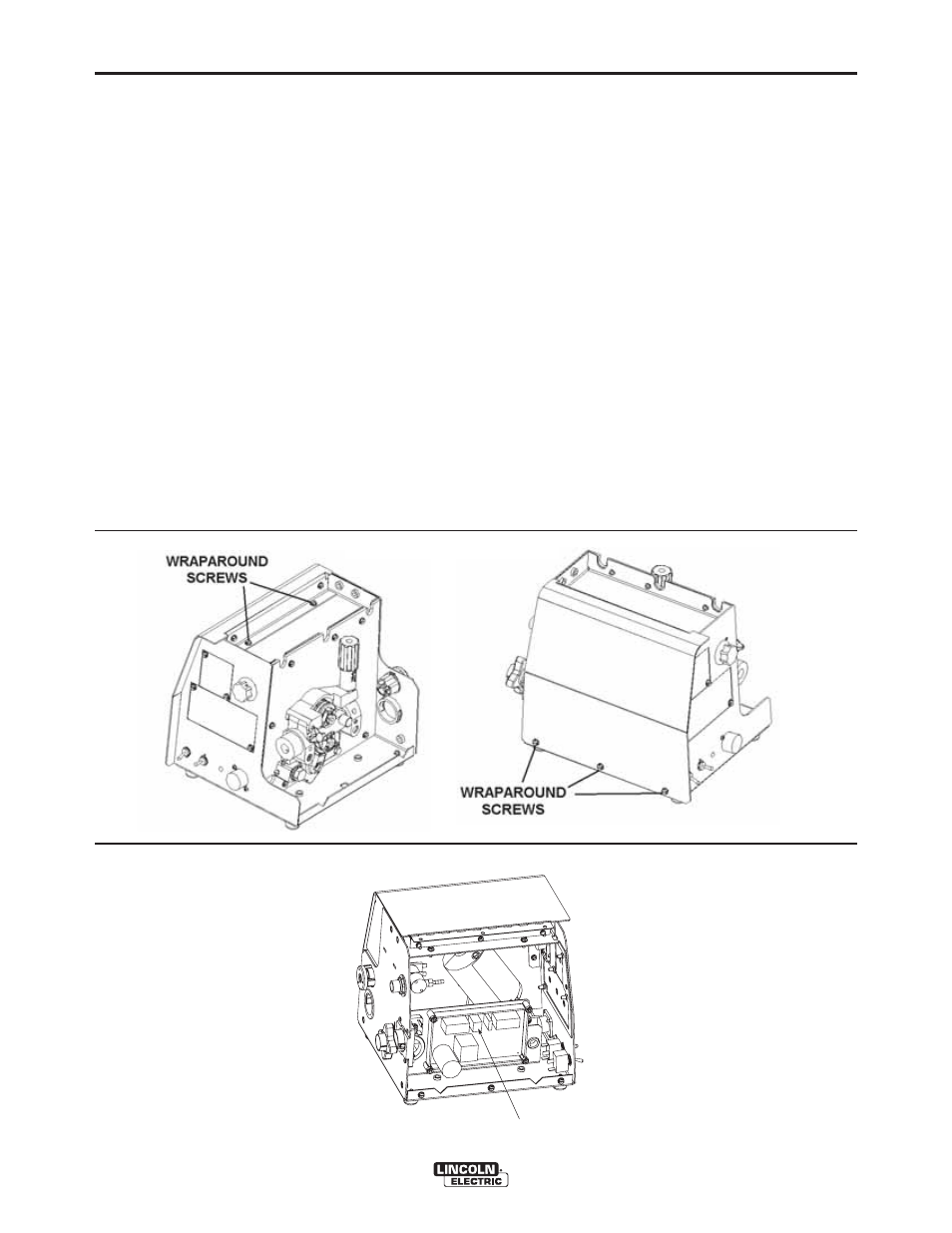
FIGURE D.1
FIGURE D.2
J2 CONNECTOR
To calibrate the wire feed speed for Codes
11610,
11611
.
Tools required:
• 5/16" nut driver
• 3/4" open end wrench
• WFS meter or RPM meter
• Shorting plug. The shorting plug shorts pins 1 and 5
of connector J2 on the p.c. board. J2 is a 6 pin
molex.
1. Turn off power to the LF-74 and welding power
source.
2. Disconnect the electrode lead from the feed plate
and from the welding power source.
3. Remove the wraparound from the LF-74, See
Figure D.1.
4. Set WFS Knob to 50 IPM and trigger the machine.
5. Measure drive role RPM. If reading is 8.9 to 9.2
RPM proceed to step 6 otherwise insert the short-
ing plug into the control p.c. board J2 (shorts pins 1
and 5.) See Figure D.2 and adjust WFS Knob to
get 9.05 +/- 0.15 RPM and then remove shorting
plug.
6. Set WFS Knob to 300 IPM.
7. Measure drive role RPM. If reading is 54.8 to 56.0
RPM proceed to step 8 otherwise insert the short-
ing plug into the control p.c. board J2 (shorts pins 1
and 5.) See Figure D.2 and adjust WFS Knob to
get 55.4 +/- 0.6 RPM and then remove the shorting
plug.
8. Set WFS Knob to 800 IPM.
9. Measure drive role RPM. If reading is 146.4 to
148.4 RPM calibration is complete otherwise insert
the shorting plug into the control p.c. board J2.
(shorts pins 1 and 5.) See Figure D.2 and adjust
WFS Knob to get 147.4 +/- 1.0 RPM and then
remove the shorting plug. Release the gun trigger,
connect J2 of the harness to the p.c. board.