Operation, B-2 recommended applications, Design features and advantages – Lincoln Electric IM10027 SAE400 User Manual
Page 14: Duty cycle, Engine controls
B-2
OPERATION
B-2
RECOMMENDED APPLICATIONS
WELDER
The SAE-400® provides excellent constant current
DC welding output for stick (SMAW) welding. The field
installed optional CV Adapter (K385-[ ]) provides up to
500 amps at 35 volts of constant voltage output for
semiautomatic welding.
AUXILIARY POWER
The SAE-400® provides 3 KW of 115/230 VAC output
for auxiliary power and emergency standby power.
DESIGN FEATURES AND ADVANTAGES
FOR STICK WELDING
• Excellent DC constant current output for stick weld-
ing applications.
• Continuous adjustment of both voltage and current
for unsurpassed welds on demanding jobs.
• Remote control capability standard.
FOR AUXILIARY POWER
• 3,000 watts of 115/230VAC, 60 Hz auxiliary power.
• One 20 amp 115VAC duplex receptacle.
• One 15 amp, 230VAC duplex receptacle for up to 13
amps of 230VAC power.
• One 115VAC (European IEC-309) 16 amp receptacle.
• One 230VAC (European IEC-309) 15 amp receptacle.
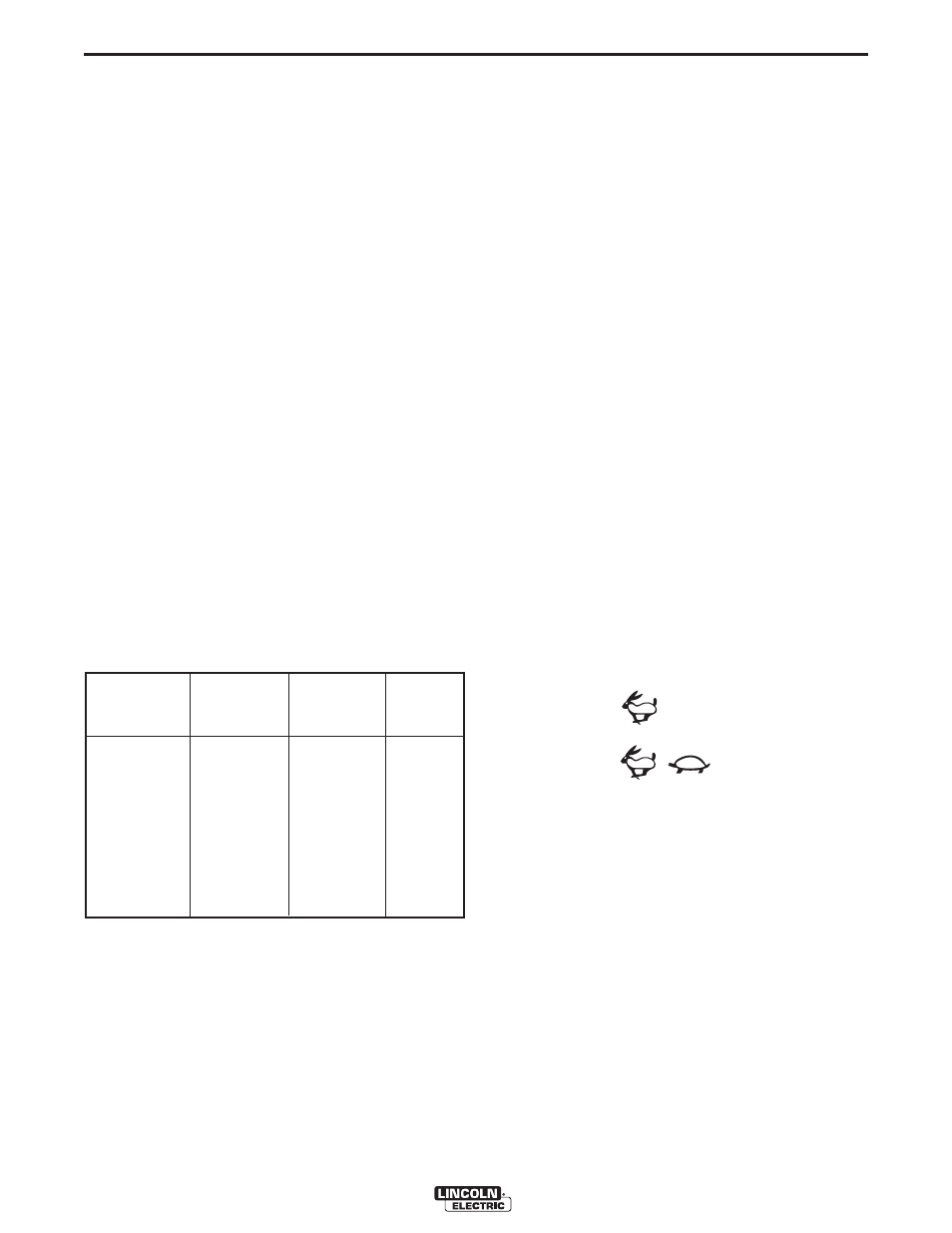
• Weld and AC auxiliary power at the same time (with-
in the limits shown on the chart below).
OTHER FEATURES
• Perkins 4-cylinder, water cooled diesel engine.
Designed for long life, easy maintenance and excel-
lent fuel economy.
• Engine protection system shuts the engine down for
low engine oil pressure or high coolant temperature.
• Electronic Engine Idler. Engine automatically goes
to low idle in 10 to 14 seconds after welding or use
of auxiliary power stops. Includes high idle switch.
• Gauges for engine oil pressure, coolant temperature
and battery charging ammeter.
• Engine hour meter standard.
• Extended range 22.5 gallon (85.1 L) fuel tank.
DUTY CYCLE
Duty cycle is the percentage of time the load is being
applied in a 10 minute period. For example a 60% duty
cycle, represents 6 minutes of load and 4 minutes of
no load in a 10 minute period.
ENGINE CONTROLS
IGNITION SWITCH
When placed in the “ON” position, this switch ener-
gizes the fuel solenoid. When placed in the “OFF” posi-
tion, the flow of fuel to the injection pump is stopped to
shut down the engine.
“IDLER” SWITCH
The idler switch has two positions, “HIGH” and
“AUTO”.
When in “HIGH” ( ) position, the engine will run
continuously at high idle.
When in “AUTO” ( / ) idle position, the idler
operates as follows:
a. Welding
When the electrode touches the work, the welding
arc is initiated and the engine accelerates to full
speed.
After welding ceases (and no auxiliary power is
being drawn), the engine will return to low idle after
approximately 10 to 14 seconds.
b. Auxiliary Power
With the engine running at low idle and auxiliary
power for lights or tools is drawn (approximately
100-150 watts or greater) from the receptacles, the
engine will accelerate to high speed. If no power is
being drawn from the receptacles ( and not weld-
ing) for 10-14 seconds, the idler reduces the engine
speed to low idle.
SAE-400®
Welding
Using Only
Using Only
Total
Current, Amps
115V Circuit,
230V Circuit,
Aux.
@ NEMA Arc
Amps
Amps
kVA
Volts
0
26
13
3.0
100
19.5
9.75
2.25
200
13
6.5
1.5
300
6.5
3.25
0.75
400
0
0
0
500
0
0
0