Operation, B-5 balance adjust, Offset adjust – Lincoln Electric IM10098 CRUISER User Manual
Page 37: Weld sequence, Start options, Figure b.12 - offset adjust, Figure b.13 - weld sequence
B-5
OPERATION
B-5
BALANCE ADJUST
Press the WELD MODE selector until the MSP Display
reads “Balance”. If the selected mode allows for bal-
ance adjustment, the Control Knob can be used to
select the desired wave balance through a range of
25% to 75%.
Adjusting the Balance (the ratio between Positive and
Negative half cycle ‘on time’) changes the deposition
for more efficient welding.
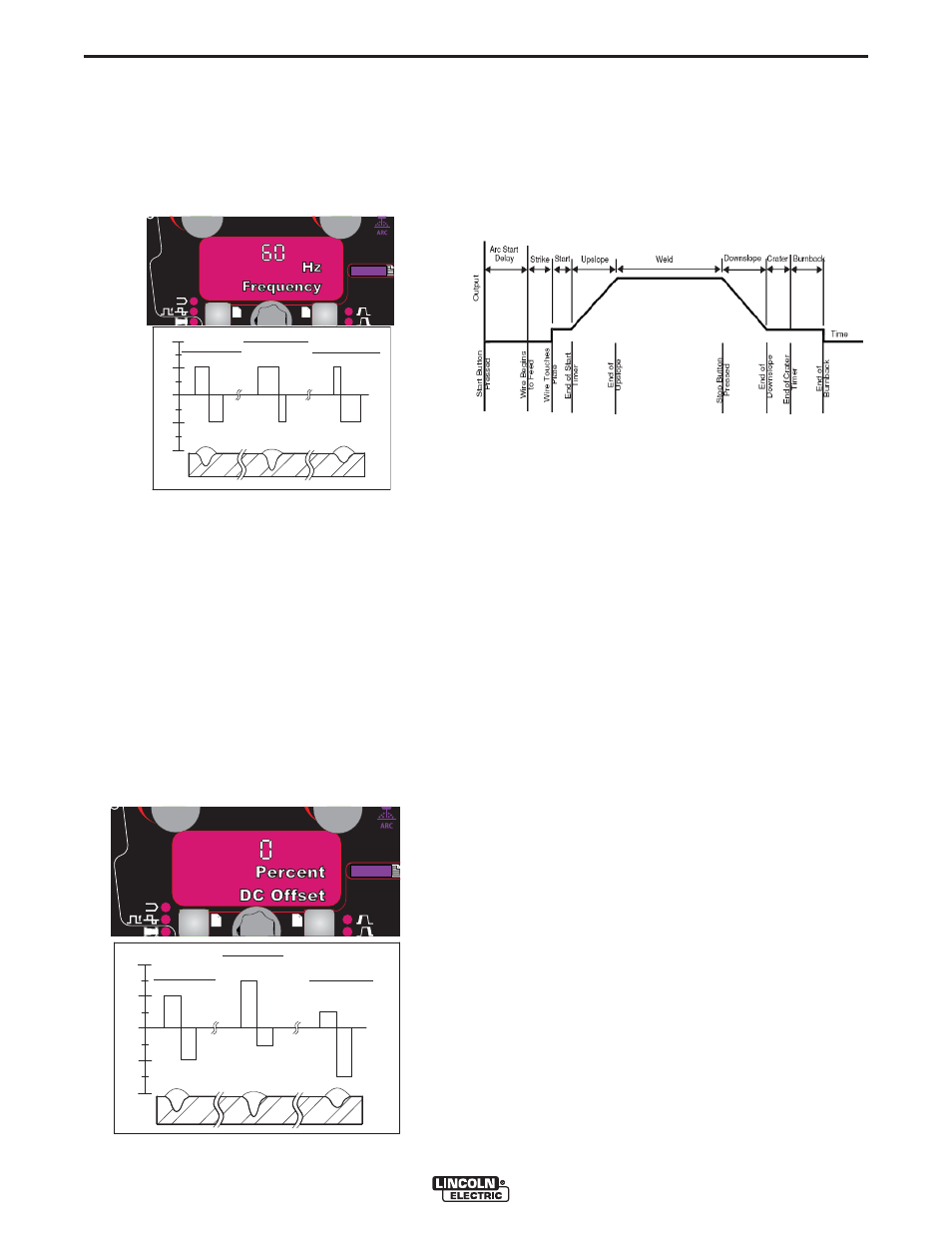
OFFSET ADJUST
Press the WELD MODE selector until the MSP Display
reads “Offset”. If the selected mode allows for offset
adjustment, the Control Knob can be used to select the
desired offset. The amount of offset allowed is deter-
mined by the selected weld mode.
Independent control of the Positive and Negative
cycles allows for more precise control of penetration
and deposition.
WELD SEQUENCE
The weld sequence defines the weld procedure from
beginning to end. All adjustments are made through
the user interface.
START OPTIONS
The delay, strike, start and upslope parameters are
used at the beginning of the weld sequence to estab-
lish a stable arc and provide a smooth transition to the
welding parameters. They are described in the follow-
ing:
• ARC DELAY inhibits the wire feed for up to 5 sec-
onds to provide an accurate weld start point.
Typically used in multi-arc systems.
• STRIKE settings are valid from the beginning of the
sequence (Start) until the arc is established. They
control run-in (speed at which the wire approaches
the workpiece) and provide the power to establish
the arc. Typically output levels are increased, and
WFS is reduced during the strike portion of the weld
sequence.
• START values allow the arc to become stabilized
once it is established. Extended start times or
improperly set parameters can result in poor starting.
• UPSLOPE TIME determines the amount of time it
takes to ramp from the start parameters to the weld
parameters. The transition is linear and may be up or
down depending on the relationship between the
start and weld settings.
CRUISER™
FIGURE B.11 - BALANCE ADJUST
500
-500
0
-1000
1000
Nominal Balance
Increased Balance
More Penetration
Less Deposition
Decreased Balance
Less Penetration
More Deposition
FIGURE B.12 - OFFSET ADJUST
500
-500
0
-1000
1000
Nominal Offset
Positive Offset
More Penetration
Less Deposition
Negative Offset
Less Penetration
More Deposition
FIGURE B.13 - WELD SEQUENCE