Tool maintenance, Tool calibration – Harwin Z22-020 User Manual
Page 3
TOOL MAINTENANCE
1.
Keep the tool clean and free from dirt and foreign matter. Ensure that all retaining pins and clips are
in place before use, and that signs of wear are not visible. If the pivots are worn, the tool must be
replaced, or crimp integrity will be compromised.
2.
Oil at all pivots and bearings using light cycle oil.
3.
At regular intervals, check the crimp tool jaws for wear or damage, and inspect sample crimps for form
and function. Minimum pull-off forces (as shown in the previous table) should be achieved when
sample is tested. If forces are not achieved, calibrate the tool.
IS-05 Issue: 4 Date: 09.06.10 C/Note: 10764
Page 3 of 3
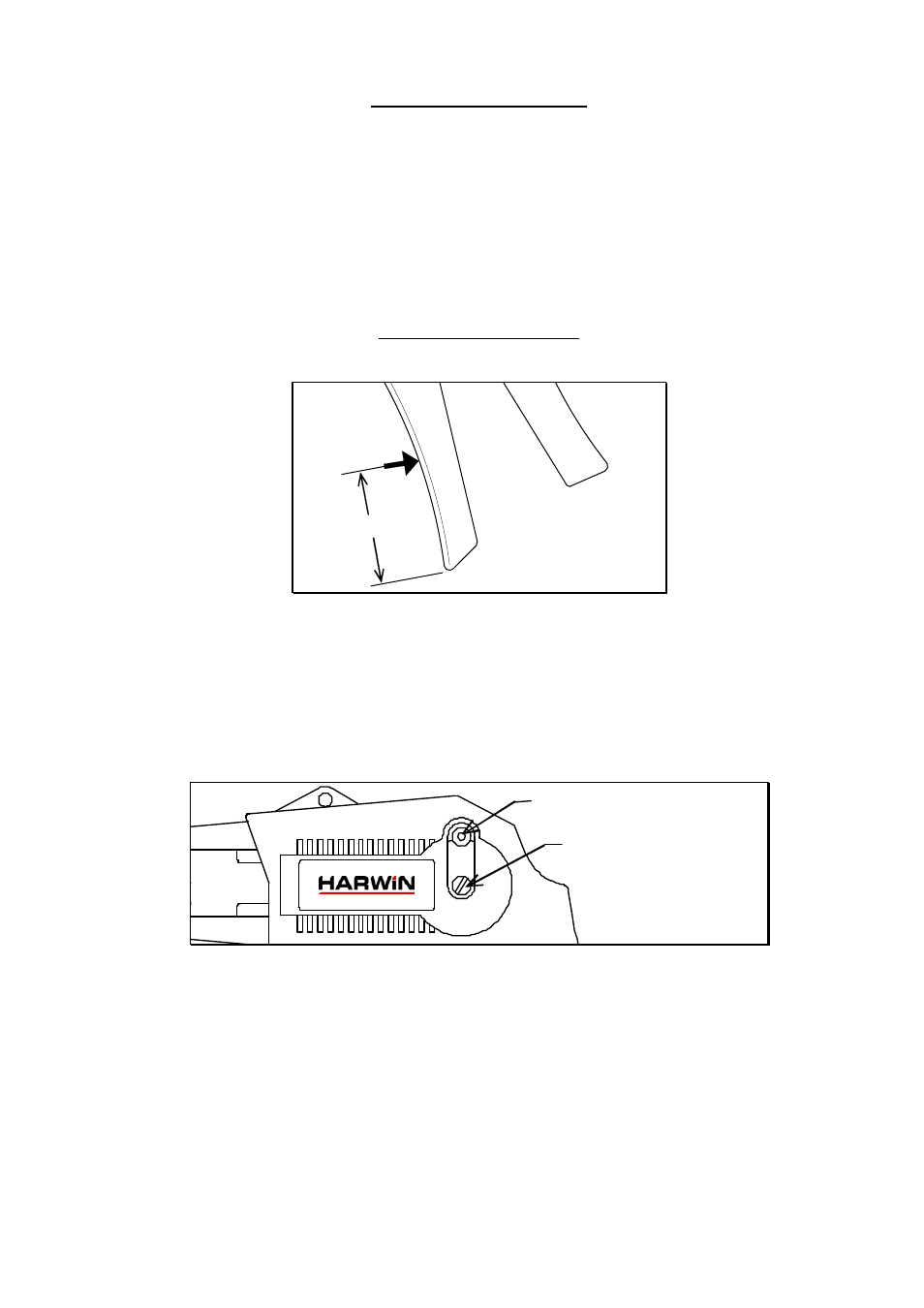
TOOL CALIBRATION
The operating force at the point shown should be 150N (15kg, 33lbs) min.
40mm
If adjustment of the tool becomes necessary due to pull-off forces not being maintained, the following
instructions should be followed.
1.
Remove Hex socket grub screw using a 2mm A/F Hex key.
2.
Using a screwdriver, turn the numbered wheel via the wheel adjustment screw. To increase the pre-
load (and therefore the crimp pull-off force), turn the screw until the next number is shown. Even
numbers are found by turning the screw clockwise, odd numbers are anti-clockwise. Turn the screw
until the required number is level with the Hex socket grub screw hole.
5
22-020
M22- 308
Hex socket grub screw
Wheel adjustment screw
M22- 305
M22- 308
3.
Re-fit the Hex socket grub screw and tighten.
4.
Check the operating force as shown at the top of the page. Repeat the procedure if the force is
incorrect.
If the adjuster is set to maximum, and operating force is still not achieved, the tool has
finished its working life (50,000 crimps minimum), and will need replacing.