General information, Crimping procedure – Harwin Z22-020 User Manual
Page 2
GENERAL INFORMATION
The Z22-020 Hand Crimp Tool consists of a ratchet mechanism hand tool and a set of jaws. The jaws
comprise of upper and lower crimp dies.
The contact is correctly crimped when the tool is free to open at the fully closed position, i.e. when the
ratchet releases.
CRIMPING PROCEDURE
1.
Ensure that the wire to be crimped is within the specified range of sizes for the contact and the crimp
tool. Failure to use the specified wire size will result in poor quality crimps and possible tool damage.
Wire Gauge
Minimum pull-off force (Newtons)
30 AWG
6N
28 AWG
11N
26 AWG
18N
24 AWG
29N
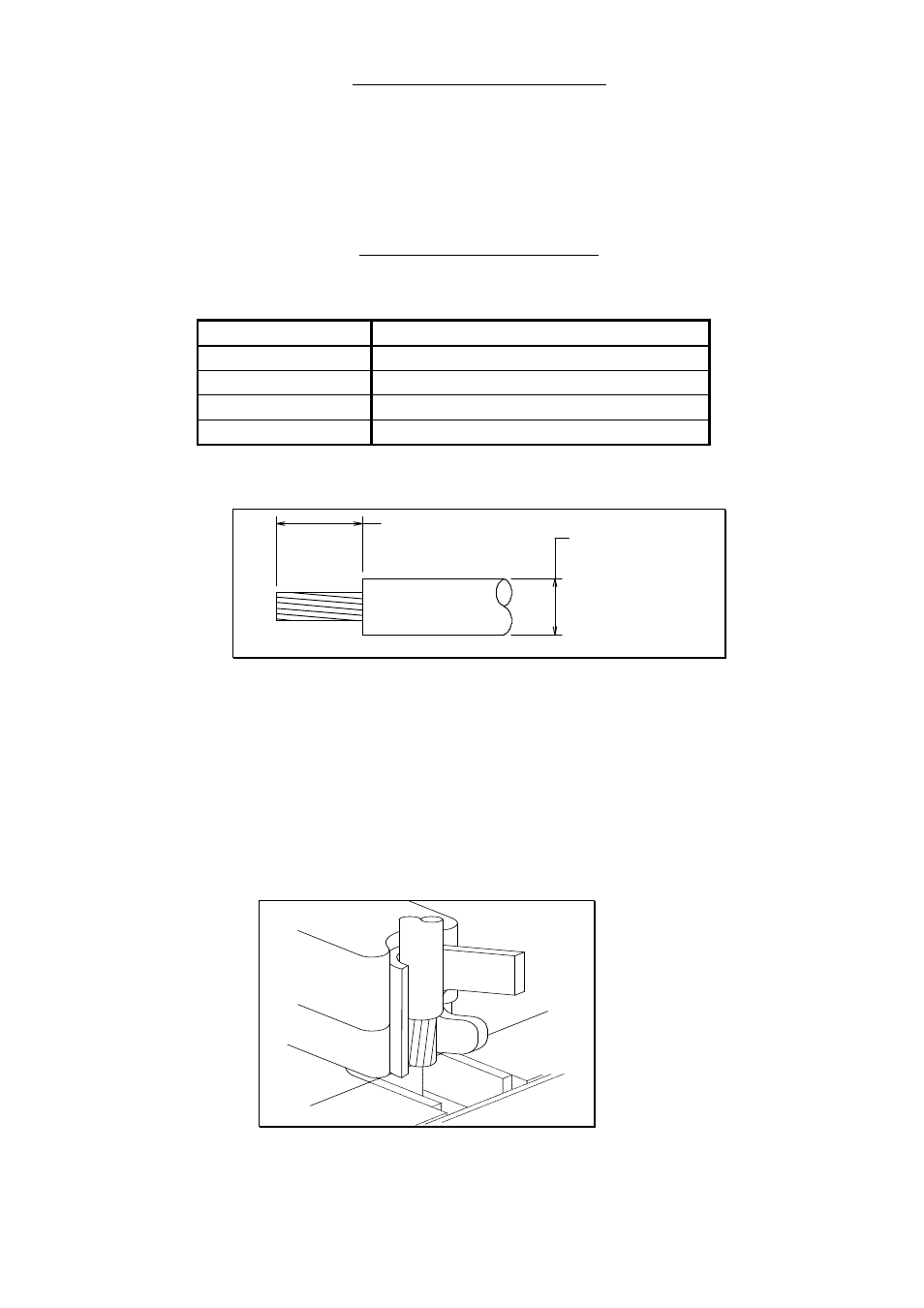
2.
Strip the wire insulation to the dimensions shown below. Care should be taken to avoid cutting or
displacing the conductors. If the conductors are displaced, they may be re-aligned with a gentle twist.
1.0 – 1.5mm (M22-304/5)
1.5 – 2.0mm (M22-306/8)
Ø1.4mm max
3.
Make certain that the hand crimp tool is in the fully open position, and that the jaws are free from dirt
and debris.
4.
If the socket is on a reel, break or cut off a contact from the strip of bandolier.
5.
Place the contact into the correct crimp cavity in the fixed jaw. The markings on the jaw indicate the
correct crimp cavity according to the wire size being used. The orientation of the contact is with the
crimp end uppermost, with the open side of the crimp facing towards the moving jaw.
6.
Partially close the crimp tool until the wire stop comes across the face of the fixed jaw.
7.
Take the pre-stripped wire and insert it into the contact so the conductors and insulation are
positioned in the crimp. The conductors should be touching the wire stop.
8.
Keeping the cable steady in the crimp, fully close the hand crimp tool until the ratchet releases. Let
the crimp tool open.
9.
After crimping remove the assembly. The process is then repeated for each crimp required.
IS-05 Issue: 4 Date: 09.06.10 C/Note: 10764
Page 2 of 3