Remove the rotating assembly and motor, Remove the mechanical seal (e-1532 and e-1532-f), Impeller trimming guidelines – Bell & Gossett P2001409A Series e-1532 User Manual
Page 25
Remove the rotating assembly and motor
1. Remove the motor foot capscrews.
2. Loosen the volute capscrews but do not remove them.
3. Loosen the rotating assembly from the volute.
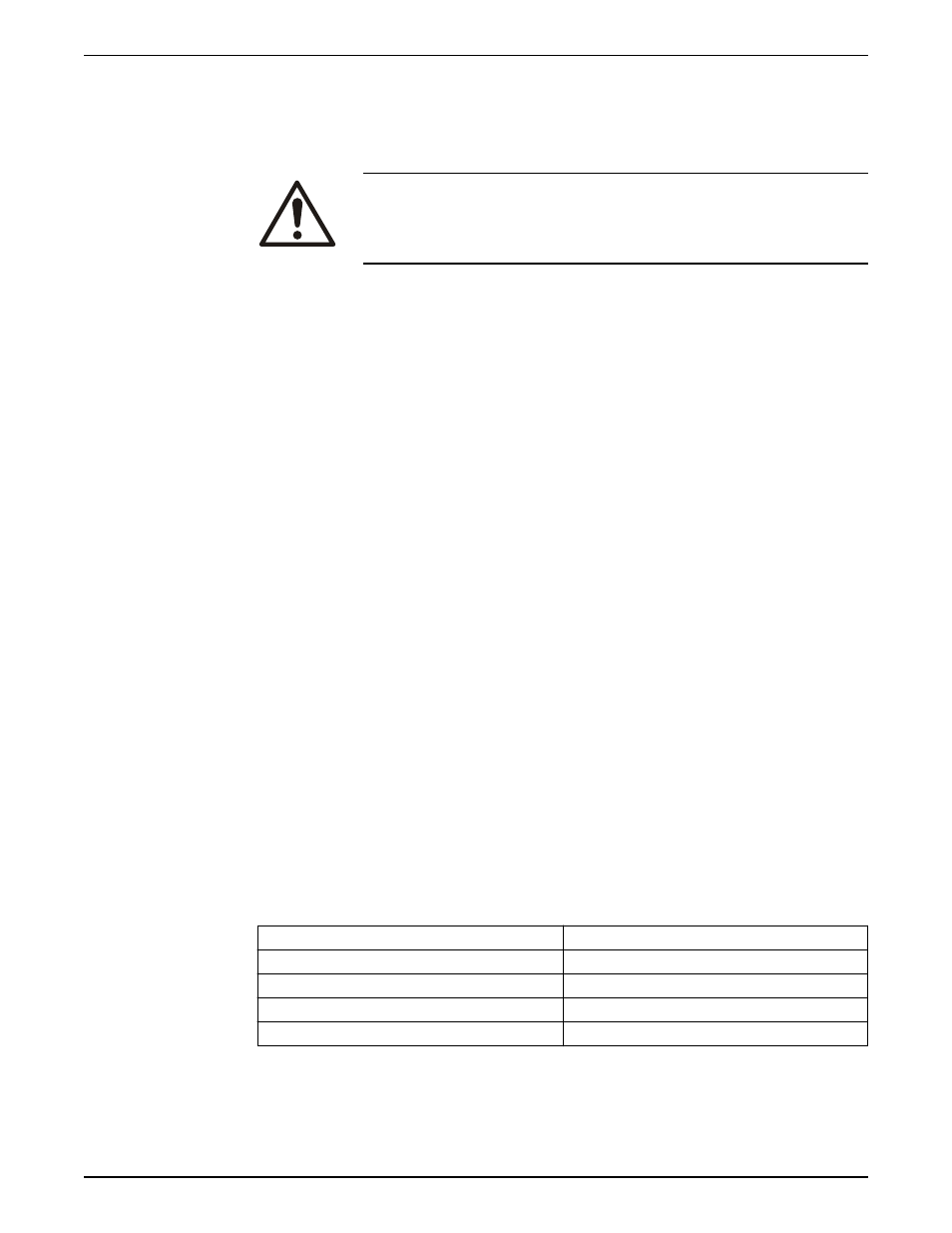
WARNING:
Make certain that the internal pressure of the pump is relieved before
you continue. Failure to follow these instructions could result in serious
personal injury or death, or property damage.
4. Remove the seal flushing tube if it is used.
5. Remove the volute capscrews.
6. Remove the rotating assembly and motor from the volute.
7. Remove the impeller capscrew, lock washer, and washer.
8. Remove the impeller.
Remove the mechanical seal (e-1532 and e-1532-F)
1. Remove the rotating portion of the seal.
If necessary, use a screwdriver to loosen the rubber ring.
2. Remove the seal insert, the insert gasket, and the retainer if it is used.
Remove the seal or packing rings (e-1532-S, e-1532-D, and e-1532-PF)
1. Remove the hex nuts from the seal cap bolts.
2. For the e-1532-PF, remove the hex nuts from the packing gland.
3. Remove the coverplate screws.
4. Remove the coverplate from the bracket.
5. Remove the seal assembly or packing rings.
Impeller trimming guidelines
Machining
When it is necessary to reduce the pump flow rate and generated head by trimming the
impeller diameter, the following guidelines apply for stainless steel impellers:
• Review the pump hydraulic selection data and consult your local Xylem representative
to select the proper reduced diameter.
• For the 1532-4AD model, before trimming the impeller refer to the e-1532-4AD angle
cut guidelines.
• The recommended machining insert is Sandvick CNMG 432-1125 or equal without
coolant at 250 surface feet per minute (SFM) (76.2 surface meter per minute (SMM)).
• To calculate the spindle speed (RPM), use the formula RPM=(SFM*12)/(3.1416*
diameter of cut, in.) (RPM=(SMM*39.37)/(3.1416* diameter of cut, mm/25.4)). This
results in the following:
Impeller Maximum Diameter
Recommended Maximum Spindle Speed (RPM)
7 in. (177.8 mm)
136
9.5 in. (241.3 mm)
100
11 in. (279.4 mm)
87
13.5 in. (342.9 mm)
71
• Recommended rough cut feed rate per revolution is 0.008 in. (0.20 mm) and depth of
cut is 0.050 in (1.27 mm).
• Recommended finish cut feed rate per revolution is 0.015 in. (0.38 mm) and depth of
cut is 0.010 in (0.25 mm).
Maintenance
Series e-1532 INSTRUCTION MANUAL
23