RAM Mount RAM Flush Rod Holder Wedge Adapter User Manual
RAM Mount Accessories communication
National Products, Inc. 8410 Dallas Ave S. Seattle, WA 98108 206-763-8361 www.rammount.com
A
RAM FLUSH ROD HOLDER WEDGE ADAPTER ASSEMBLY INSTRUCTIONS
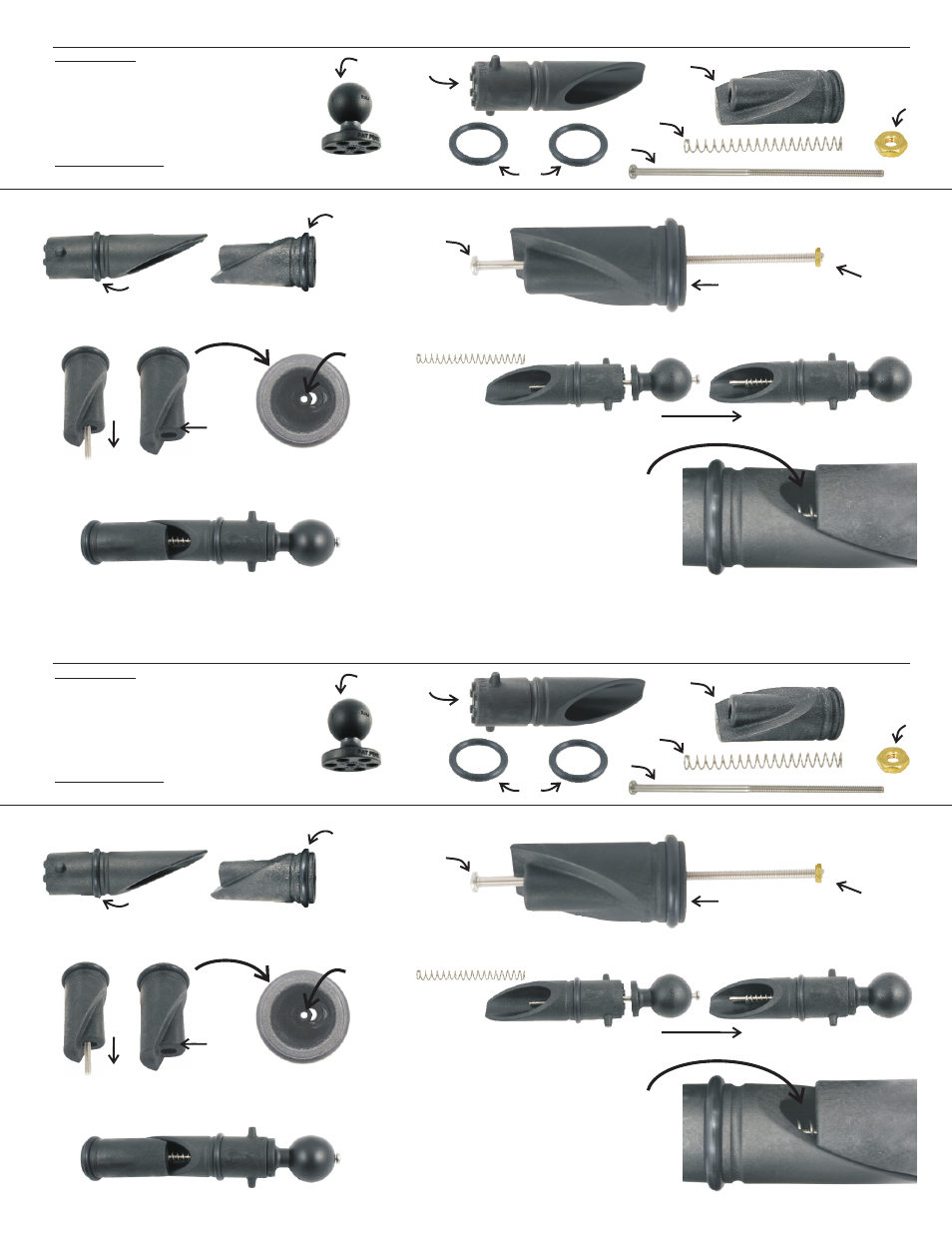
PARTS INDEX:
A. RAM BALL (SIZE MAY VARY) (QTY. 1)
B. TOP WEDGE WITH FLANGE (QTY. 1)
C. BOTTOM WEDGE (QTY. 1)
D. 1 9/16” RUBBER O-RING (QTY. 2)
E. STAINLESS STEEL SPRING (QTY. 1)
F. #10-24 X 6” MACHINE SCREW (QTY. 1)
G. #10-24 BRASS NUT (QTY. 1)
TOOLS REQUIRED:
SCREWDRIVER (ELECTRIC RECOMMENDED)
1. POSITION (D) O-RINGS OVER THE LARGER GROOVES
OF (B) TOP WEDGE AND (C) BOTTOM WEDGE.
3. DROP (G) NUT INTO (C) BOTTOM WEDGE. WHILE NUT IS
SECURE IN THE RECESSED HOLE, REMOVE (F) SCREW. SET
BOTTOM WEDGE ASIDE WITH NUT IN ITS PROPER POSITION.
5. WHILE HOLDING (G) NUT IN PLACE WITH FINGER, ATTACH
(C) BOTTOM WEDGE TO THE END OF THE BOLT ASSEMBLY
FROM STEP 4. THREAD (F) SCREW ONTO NUT BY HAND.
6. USING A SCREWDRIVER, TIGHTEN THE
WEDGE BASE ASSEMBLY UNTIL PRESSURE IS
APPLIED TO THE CENTER (E) SPRING. KEEP
WEDGES EXPANDED AS FAR AS POSSIBLE
WHEN TIGHTENING, ALLOWING SCREWDRIVER
TO PROPERLY TIGHTEN THE ASSEMBLY.
WHEN INSTALLING, USE SCREW DRIVER TO EXPAND OR CONTRACT THE RAM WEDGE ADAPTER
B
C
D
E
F
G
D
D
F
C
G
INSIDE VIEW
OF (C) WEDGE
G
G
(INSIDE)
F
A
B
E
4. INSERT (F) SCREW THROUGH (A) BALL, FOLLOWED BY (B) TOP WEDGE AND (E) SPRING.
2. INSERT (F) SCREW THROUGH NARROW SIDE OF (C) BOTTOM WEDGE.
THREAD (G) NUT ONTO END OF SCREW WITH ONLY A COUPLE TURNS.
RPR-INS-354-162
National Products, Inc. 8410 Dallas Ave S. Seattle, WA 98108 206-763-8361 www.rammount.com
A
RAM FLUSH ROD HOLDER WEDGE ADAPTER ASSEMBLY INSTRUCTIONS
PARTS INDEX:
A. RAM BALL (SIZE MAY VARY) (QTY. 1)
B. TOP WEDGE WITH FLANGE (QTY. 1)
C. BOTTOM WEDGE (QTY. 1)
D. 1 9/16” RUBBER O-RING (QTY. 2)
E. STAINLESS STEEL SPRING (QTY. 1)
F. #10-24 X 6” MACHINE SCREW (QTY. 1)
G. #10-24 BRASS NUT (QTY. 1)
TOOLS REQUIRED:
SCREWDRIVER (ELECTRIC RECOMMENDED)
1. POSITION (D) O-RINGS OVER THE LARGER GROOVES
OF (B) TOP WEDGE AND (C) BOTTOM WEDGE.
3. DROP (G) NUT INTO (C) BOTTOM WEDGE. WHILE NUT IS
SECURE IN THE RECESSED HOLE, REMOVE (F) SCREW. SET
BOTTOM WEDGE ASIDE WITH NUT IN ITS PROPER POSITION.
5. WHILE HOLDING (G) NUT IN PLACE WITH FINGER, ATTACH
(C) BOTTOM WEDGE TO THE END OF THE BOLT ASSEMBLY
FROM STEP 4. THREAD (F) SCREW ONTO NUT BY HAND.
6. USING A SCREWDRIVER, TIGHTEN THE
WEDGE BASE ASSEMBLY UNTIL PRESSURE IS
APPLIED TO THE CENTER (E) SPRING. KEEP
WEDGES EXPANDED AS FAR AS POSSIBLE
WHEN TIGHTENING, ALLOWING SCREWDRIVER
TO PROPERLY TIGHTEN THE ASSEMBLY.
B
C
D
E
F
G
D
D
F
C
G
INSIDE VIEW
OF (C) WEDGE
G
G
(INSIDE)
F
A
B
E
4. INSERT (F) SCREW THROUGH (A) BALL, FOLLOWED BY (B) TOP WEDGE AND (E) SPRING.
2. INSERT (F) SCREW THROUGH NARROW SIDE OF (C) BOTTOM WEDGE.
THREAD (G) NUT ONTO END OF SCREW WITH ONLY A COUPLE TURNS.
RPR-INS-354-162