8" & 10" standard profile hopper assembly – Grain Systems Bucket Elevtors, Conveyors, Series II Sweeps PNEG-1391 User Manual
Page 14
14
Assembly
PNEG-1391 8",10", & 12" BE-SAW Augers
1. ASSEMBLE HOPPER 8" & 10" AND INCLINE TUBE (See Figure 1-B)
A. Apply grease to the wheel shafts of the
hopper.
B. Attach the hopper wheels to the wheel shafts
using three (3) 5/8" flat washers and one (1)
3/16" x 1-1/2" cotter pin for each wheel. Note:
One (1) to two (2) washers should be used
as spacers between the hopper and the
wheel. Use one (1) washer between the wheel
and the cotter pin.
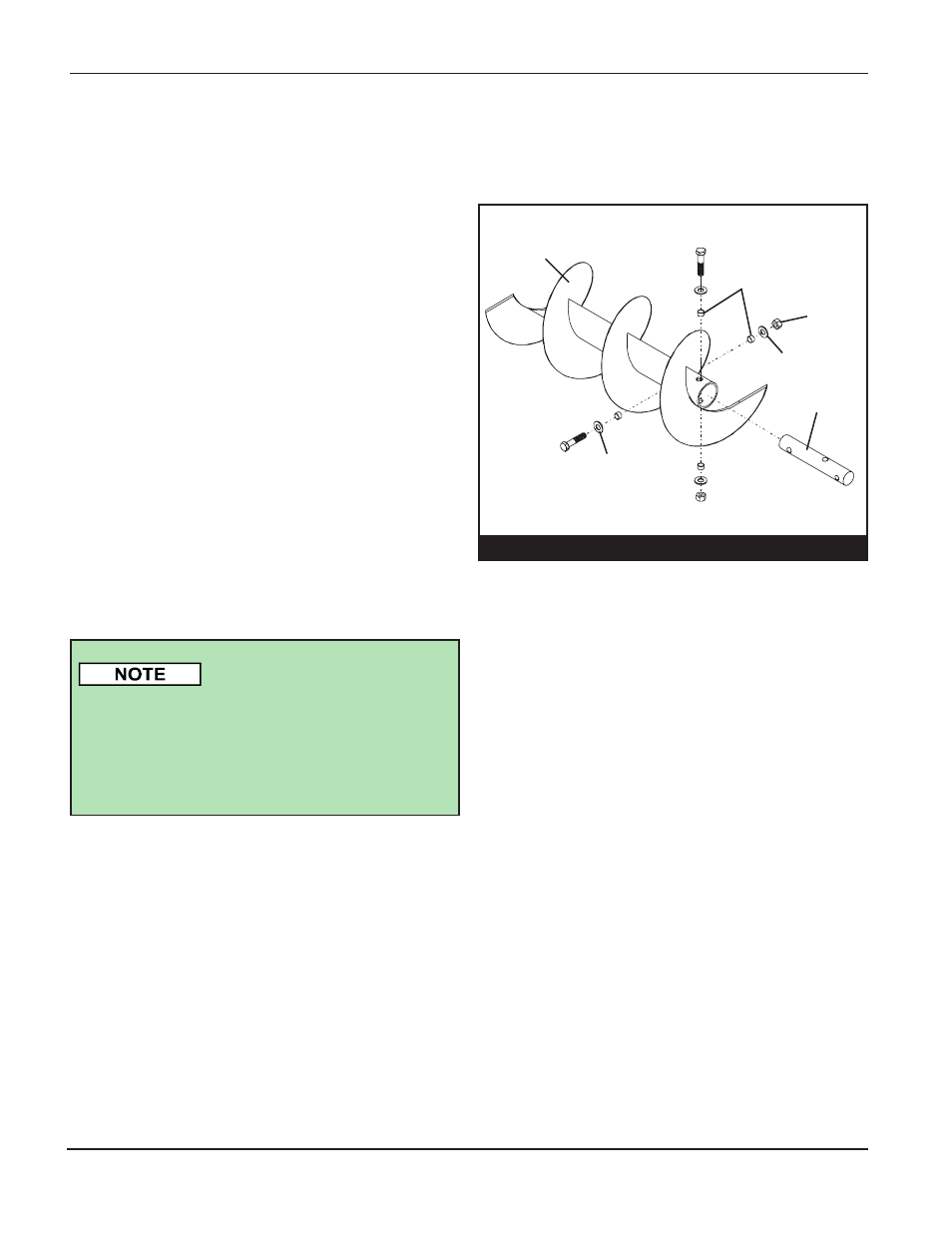
C. Use the following hardware to bolt the
incline tail stub into the incline flight: (See
Figure 1-A)
•
Four (4) rubber sleeves
•
Two (2) hex head (Grade 5) cap screws:
For 8" models, use 3/8" x 3" long cap
screws. For 10" models, use 7/16" x
3-1/2" long cap screws.
•
Four (4) flat washers
IMPORTANT: When tighten-
ing nylon locknuts, make
sure they are firmly secured
against the rubber sleeves,
but not so tight that they lay
against the flight tube.
Leave a gap of approxi-
mately 1/16".
Nylon
Locknut
Incline
Flight
Rubber Sleeve
Flat
Washer
Tail Stub
Flat
Washer
FIGURE 1-A
Flight Connections
D. Attach the u-joint to the incline tail stub using
one (1) hex head cap screw and nylon locknut.
For 8" models, use a 5/16" x 2-1/2" long
(Grade 5) hex head cap screw. For 10"
models, use a 3/8" x 3" long (Grade 5) hex
head cap screw.
E. Attach the u-joint to the bearing stub in the
hopper using one (1) hex head cap screw and
nylon locknut. For 8" models, use a
5/16" x 2-1/2" long (Grade 5) hex head cap
screw. For 10" models, use a 3/8" x 3" long
(Grade 5) hex head cap screw.
Note: Loosen the hanger bearing hardware
for later adjustment.
8" & 10" Standard Profile Hopper Assembly