Grain Systems Bucket Elevtors, Conveyors, Series II Sweeps PNEG-1056 User Manual
Page 22
- 22 -
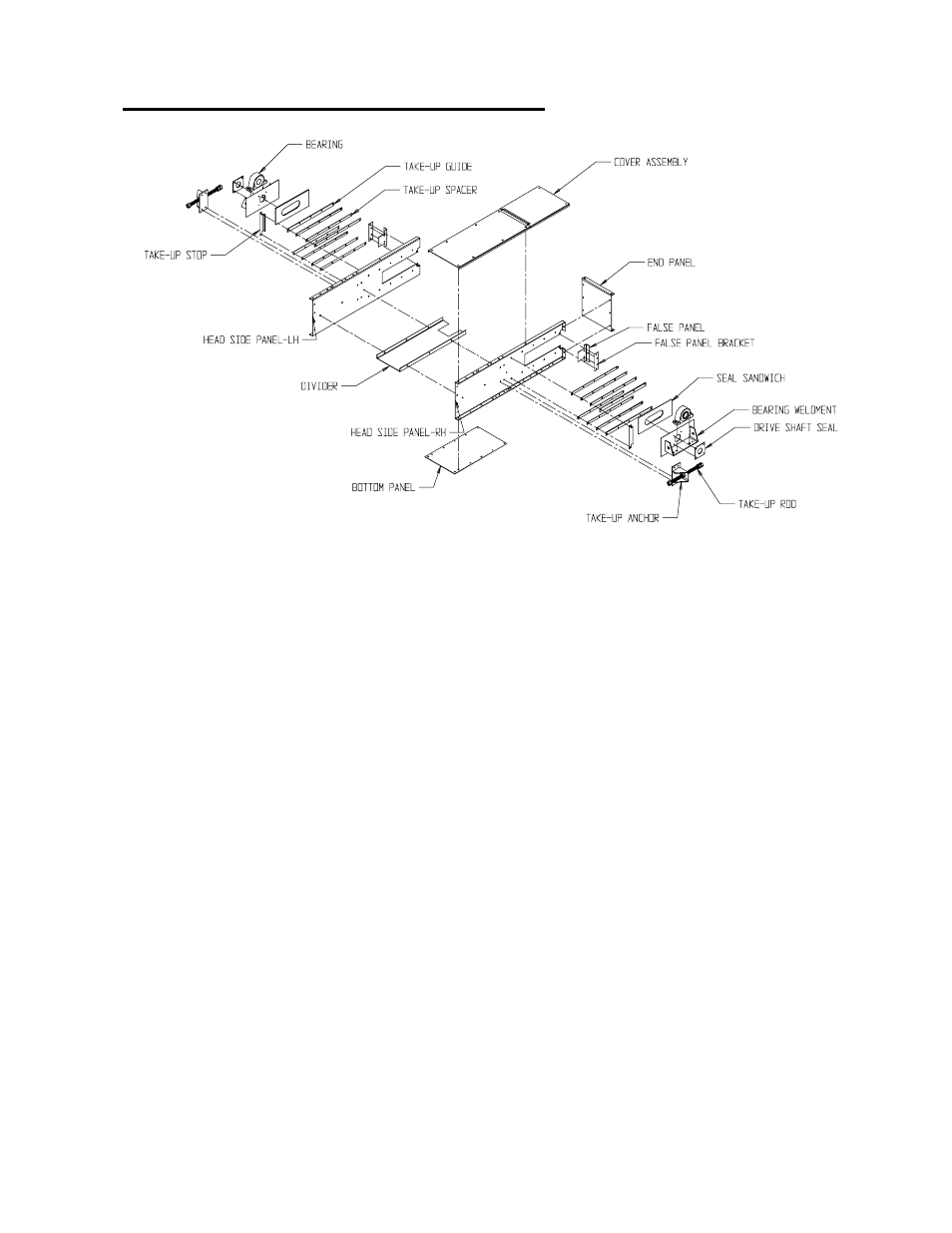
Incline Conveyor Head Section Sub-assembly
Assembly sequence for incline head section sub-assembly.
Fasten head bottom panel to each head side panel using 3/8” hex head bolts and 3/8” whiz nuts.
Whiz nuts should be located on bottom side of conveyor. The head bottom panel should extend
beyond head side panels approximately two inches.
Mount divider with flange up using 3/8” carriage bolts and 3/8” whiz nuts through holes
provided in head side panels. Heads of carriage bolts should be inside the conveyor
Insert key into shaft. Slide sprocket onto the head shaft. DO NOT
TIGHTEN setscrews at
this time. After final assembly of head section unit, the sprocket must be centered between the
side panels before tightened into place.
Place UHMW seal sandwich (white plastic rectangle with large slot) seal onto each end of
shaft/sprocket assembly. Insert each end of shaft/sprocket assembly into take-up bearing
weldment. Place UHMW seal (white plastic square with one large hole and four smaller holes)
onto each end of shaft/sprocket assembly. Mount seal over 5/16” studs with 5/16” whiz nuts.
Insert each end of shaft/sprocket assembly into properly sized pillow block bearing. Mount
pillow block bearings to take-up bearing weldment. DO NOT TIGHTEN setscrews at this
time.
Slide above assembly into slot at end of head until take-up bearing weldment hits take-up stop.
Fasten false panel and false panel bracket to head side panels with 3/8” carriage bolts and 3/8”
whiz nuts. Attach end panel to side panels of head with 3/8” hex head bolts and 3/8” whiz nuts.