Spicer DS404 Reinforcing Instructions User Manual
Page 3
8.
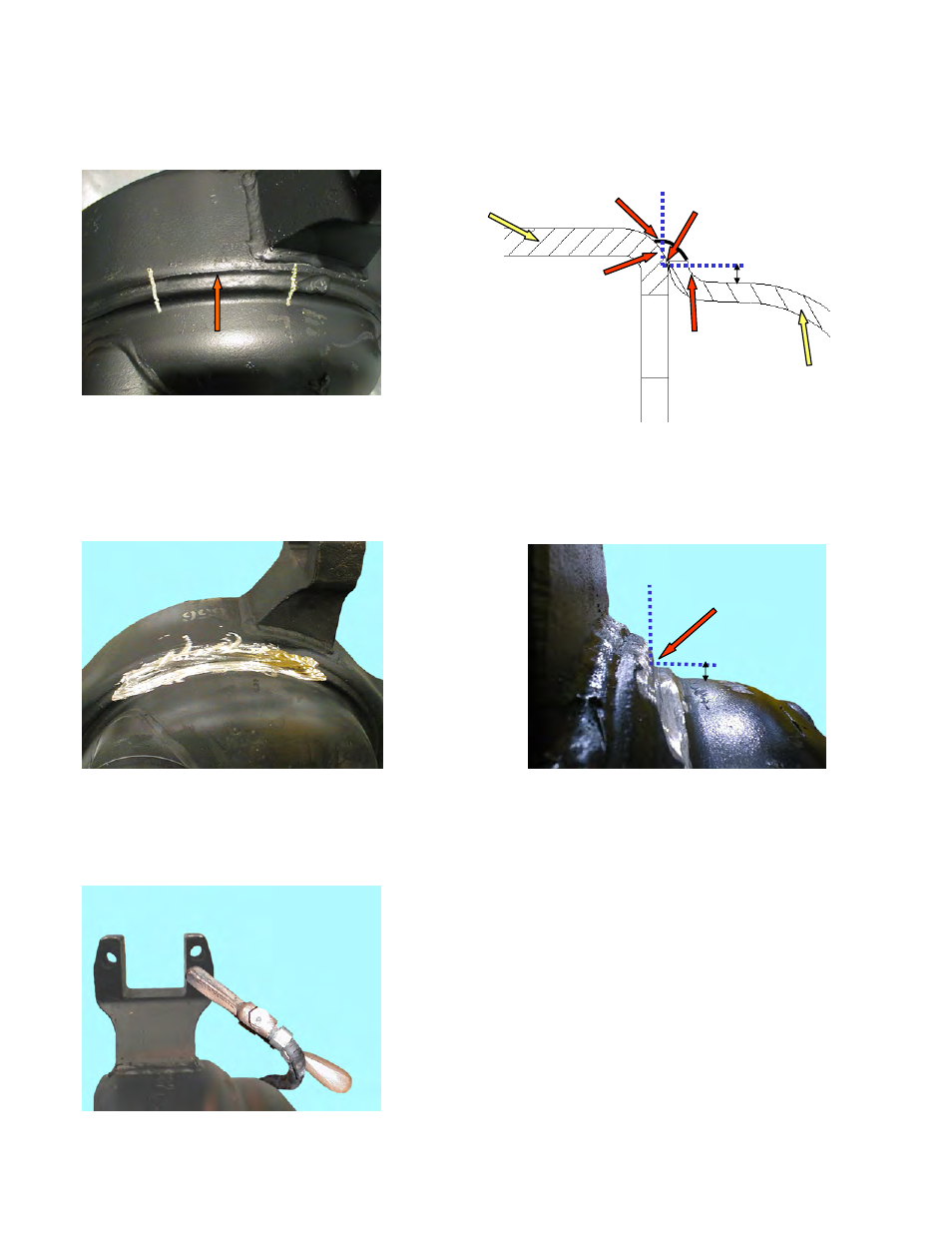
If the cover weld is NOT cracked on the outside of the weld, mark the housing 2 inches either side of the 12:00
position. Remember these cracks start on the inside of the housing and work their way out. You will need to grind
through the old weld to the fit-up line, this is where the cover meets the axle housing. You should have approximately
¼” of distance between the top of the cover to the bottom of the ground area. The blue dotted lines below represent
the area to be ground.
No Crack Outside Of Weld
9. Use a 4 inch angle grinder to grind away the crack. You must grind just below the old weld, down to the fit-up line.
Use the drawing above and the photo below as a guide. It’s very important that you recognize the difference between
the crack and the point where the cover meets the axle housing.
Caution*** Be careful to not break completely
through as this will contaminate the axle’s lubricant with grinding material.
Use a wire wheel to remove paint from area to be welded.
Grind Away Crack
Side view of Grind
10. For All Weld Passes Cover Weld – When using a Mig Welder use approximate setting of 30 volts and 180 amps. If
using an Arc welder, use E7018 1/8 inch electrode.
Important** The ground from the welder must be connected to the torque rod bracket. See figure below.
Ground Connection
12:00 Position
Grind Profile
Approximate
Depth
Fit-Up Line
Cover
Housing
Old Weld
Cover
Radius
1/4”
Area To Be
Ground
1/4”