Lubrication, Headstock – Southbend South Bend EVS Toolroom SB1012 User Manual
Page 58
-56-
For Machines Mfg. Since 7/09
EVS Toolroom Lathes
M A I N T E N A N C E
Lubrication
Headstock
Oil Type .. Mobil DTE Light or ISO 32 Equivalent
Oil Amount .............................................. 7.5 Liters
Check/Add Frequency .................................... Daily
Change Frequency ...................................Annually
The headstock lubrication system is the most
important lubrication system on the machine. It
consists of an electric oil pump, a low oil pressure
kill switch, a holding tank, oil lines, and a
distribution manifold. The headstock has a series
of oil lines that direct oil to key locations, such as
the spindle bearings and headstock gearing, to
ensure that they always remain well lubricated.
The oil pump automatically turns ON and begins
oiling the headstock components when the main
power switch is turned ON and the emergency
stop button is reset. The oil is pumped before the
spindle is started to protect the spindle bearings
against potential damage from dry starts.
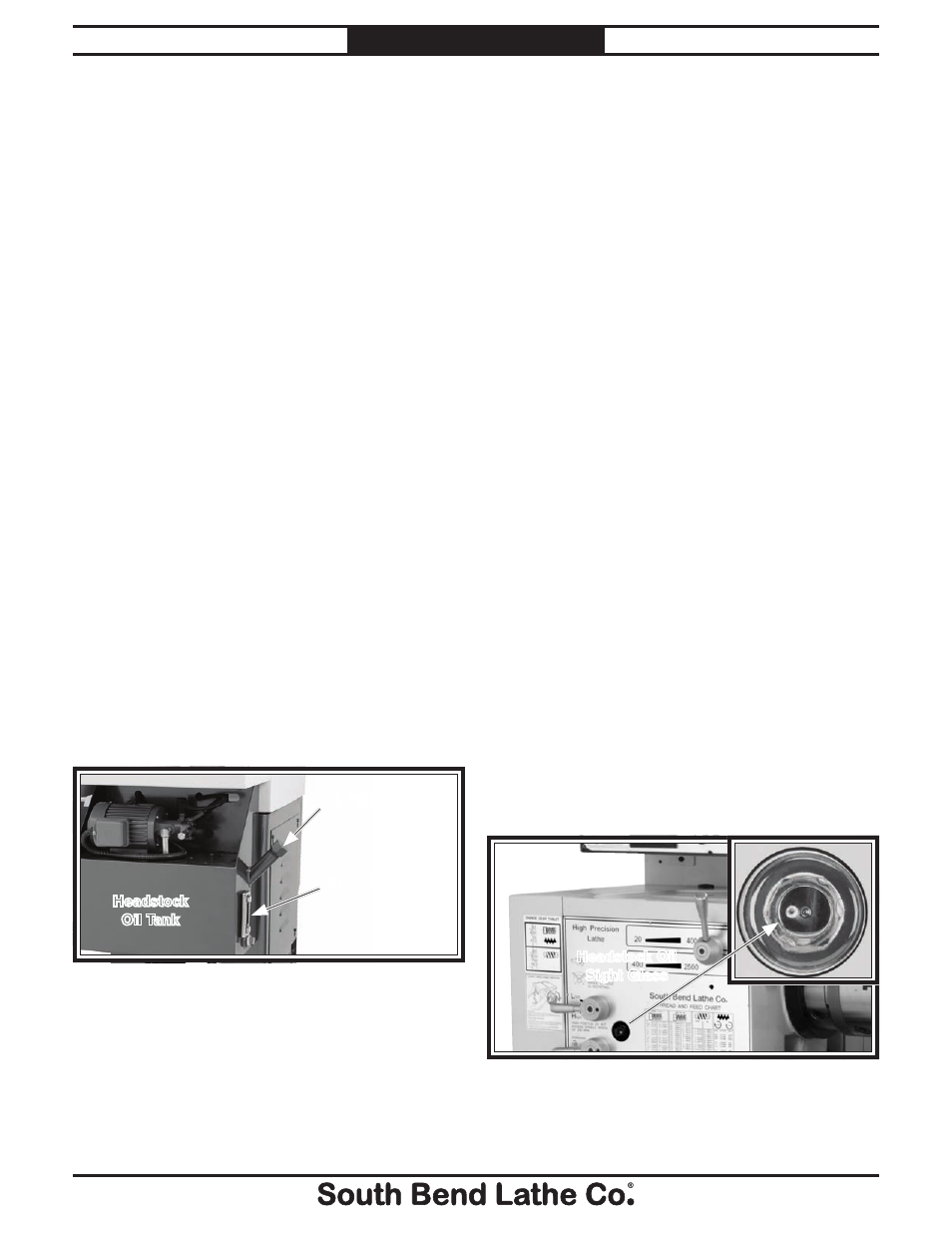
Checking & Adding Oil
The sight glass on the side of the headstock oil
tank, shown in Figure 109, shows the oil level
and temperature; the bottom line represents the
minimum oil level and the top line represents the
maximum oil level. The lathe must be powered
down and stopped when to get an accurate
reading on the oil level.
When the oil level approaches the minimum line,
add enough oil to bring it up to the maximum
line.
Figure 108. Headstock oil tank & components.
Sight Glass
Headstock
Oil Tank
Oil Fill Spout
Monitoring Oil Temperature
During operations, regularly monitor the oil
temperature shown in the sight glass in Figure
109. The temperature of the headstock oil must
remain under 170° F. or the oil will start to
overheat and break down, causing it to lose its
lubrication properties.
Under normal conditions, the oil should not
reach 170° F.; however, if it does, shut down the
machine and allow the oil to cool. Investigate
why the oil is getting so hot. Possibilities may
be poor ventilation, excessive work loads, poor
oil quality, oil is breaking down (losing lubricity)
due to long term use, or extreme work site
temperatures.
If possible, correct the conditions causing the
oil to get hot. If the oil is old or you suspect it is
of poor quality, change it. If the work loads or
working environment are extreme, reduce the
duty cycle of the lathe to allow the oil to cool
down when it gets hot.
If the oil temperature ever exceeds 170° F.,
change it as soon as possible to make sure the
spindle bearings have high quality lubrication.
Verifying Oil Pump Operation
To prevent costly damage to the headstock gears
and bearings, a kill switch will shut the lathe
down if the oil pump stops working or the oil
level is too low. You can verify that the pump is
working by looking at the sight glass shown in
Figure 109. When working correctly, oil can be
seen flowing across the sight glass.
Figure 109. Location of the headstock oil sight glass.
Headstock Oil
Sight Glass