Faceplate – Southbend Turn-nado Gearhead w/DRO SB1046PF User Manual
Page 43
For Machines Mfg. Since 3/11
Turn-Nado
®
Gearhead Lathes
-41-
O P E R A T I O N
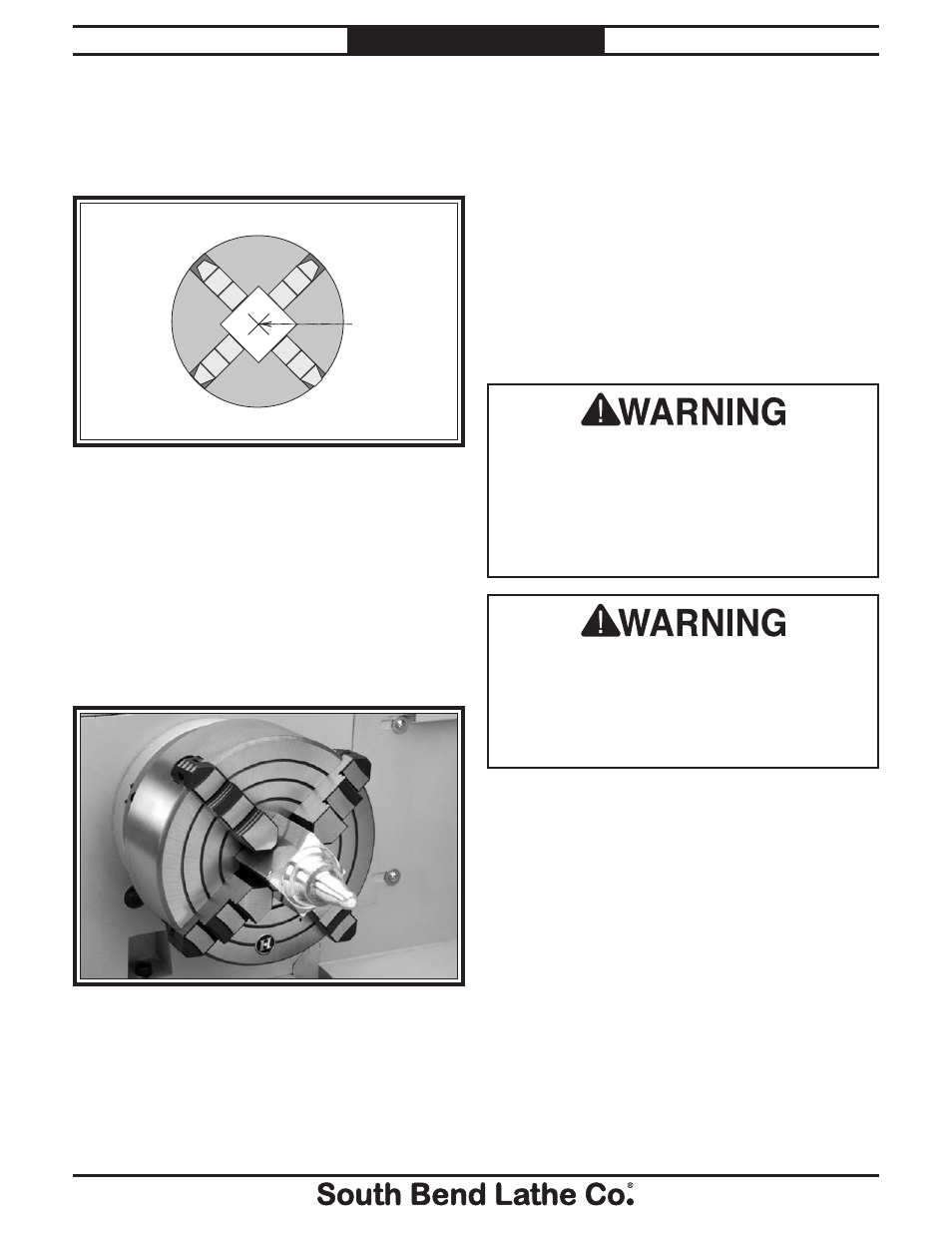
Figure 37. 4-jaw tightening sequence.
1
2
3
4
Workpiece
Centerpoint
5. Tighten each jaw in small increments.
After you have adjusted the first jaw,
continue tightening the remaining jaws
in an opposing sequence, as shown by the
sequential order in Figure 37.
6. After the workpiece is held in place by the
jaws, use a dial indicator to make sure the
workpiece is centered in the chuck.
— If the workpiece is not correctly centered,
make fine adjustments by slightly
loosening one jaw and tightening the
opposing jaw until the workpiece is
correctly positioned (see Figure 38 for an
example).
Figure 38. Example photo of non-cylindrical workpiece
correctly mounted on the 4-jaw chuck.
Faceplate
Refer to the Chuck Installation (Page 38)
and Chuck Removal (Page 39) instructions to
install or remove the faceplate.
The faceplate included with your lathe can be
used for a wide range of operations, including
machining non-concentric workpieces, straight
turning between centers, off-center turning, and
boring.
The tools needed for mounting a workpiece will
vary depending on the type of setup you have.
Machining non-concentric workpieces at a
high speed could cause the workpiece to be
thrown from the spindle with deadly force at
the operator or bystanders. To reduce this
risk, only machine non-concentric workpieces
at low speeds and clamp counter-weights to
the faceplate to balance it.
Failure to properly secure a workpiece to the
faceplate could cause the workpiece to be
thrown from the lathe with deadly force at the
operator or bystanders. Use a minimum of
THREE independent clamping devices to hold
the workpiece onto the faceplate.