2. output signals from computer interface, 3. wire stick check, 5 - maintenance & troubleshooting – Miller Electric MR-5 User Manual
Page 20: 1. inspection and upkeep, 2. overload protection, Maintenance & troubleshooting
4
-
2. OUTPUT SIGNALS FROM COMPUTER IN-
TERFACE (Figure 4-2)
-
The interface interprets the
input signals from the welding power source, wire drive
motor, robot, and wire stick check circuit. The output
of the computer interface regulates the welding power
source and wire feed functions while welding.
Wire Start Relay
Arc Initiation
Open
Close
I
I
1OVDC
5VDC
2.5VDC
I
Voltage
1 .25VDC
I
I
Command
TA-i 14 378
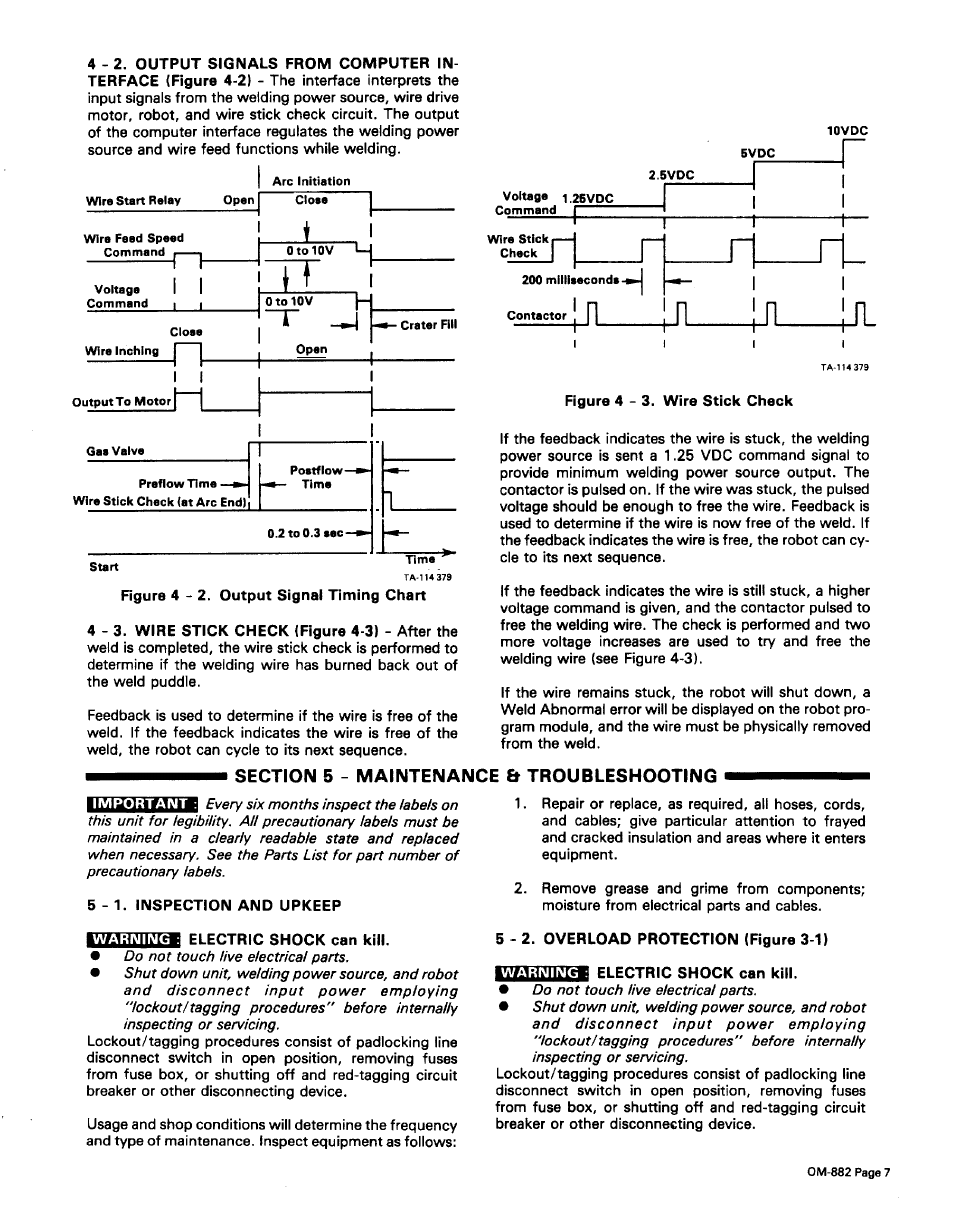
Figure 4
-
2. Output Signal Timing Chart
4
-
3. WIRE STICK CHECK (Figure 4-3)
-
After the
weld is completed, the wire stick check is performed to
determine if the welding wire has burned back out of
the weld puddle.
Feedback is used to determine if the wire is free of the
weld. If the feedback indicates the wire is free of the
weld, the robot can cycle to its next sequence.
If the feedback indicates the wire is stuck, the welding
power source is sent a 1 .25 VDC command signal to
provide minimum welding power source output. The
contactor is pulsed on. If the wire was stuck, the pulsed
voltage should be enough to free the wire. Feedback is
used to determine if the wire is now free of the weld. If
the feedback indicates the wire is free, the robot can cy-
cle to its next sequence.
If the feedback indicates the wire is still stuck, a higher
voltage command is given, and the contactor pulsed to
free the welding wire. The check is performed and two
more voltage increases are used to try and free the
welding wire (see Figure 4-3).
If the wire remains stuck, the robot will shut down, a
Weld Abnormal error will be displayed on the robot pro-
gram module, and the wire must be physically removed
from the weld.
SECTION 5
-
MAINTENANCE & TROUBLESHOOTING
•~j~j~~j5
Every six months inspect the labels on
this unit for legibility. All precautionary labels must be
maintained in a clearly readable state and replaced
when necessary. See the Parts List for part number of
precautionary labels.
5
-
1.
INSPECTION AND UPKEEP
1. Repair or replace, as required, all hoses, cords,
and cables; give particular attention to frayed
and cracked insulation and areas where it enters
equipment.
2.
Remove grease and grime from components;
moisture from electrical parts and cables.
WARNING: ELECTRIC SHOCK can kill.
•
Do not touch live electrical parts.
•
Shut down unit, welding powersource, and robot
and disconnect input power employing
‘lockout/tagging procedures” before internally
inspecting or servicing.
Lockout/tagging procedures consist of padlocking line
disconnect switch in open position, removing fuses
from fuse box, or shutting off and red-tagging circuit
breaker or other disconnecting device.
Usage and shop conditions will determine the frequency
and type of maintenance. Inspect equipment as follows:
5
-
2. OVERLOAD PROTECTION (Figure 3-1)
WARNING: ELECTRIC SHOCK can kill.
•
Do not touch live electrical parts.
•
Shut down unit, welding power source, and robot
and disconnect input power employing
“lockout/tagging procedures” before internally
inspecting or servicing.
Lockout/tagging procedures consist of padlocking line
disconnect switch in open position, removing fuses
from fuse box, or shutting off and red-tagging circuit
breaker or other disconnecting device.
Close
I
~~chlng~
Open
TA~1 14 379
I
I
I
Output To Motor
Figure 4
-
3. Wire Stick Check
Start
OM-882 Page 7