Tri Tool 301 Tube Squaring User Manual
Page 17
17
Model 301 Tube Squaring Machine
92-0630 Rev. 130308
CAUTION:
NOTE:
ADJUSTMENT OF THE CUTTING SPEED
Use the Speed Control to adjust the cutting speed.
Refer to the section ‘Cutting Speeds and Feeds’ for the recommended cutting
speeds.
In order to obtain a minimum burr tube end, it is essential that heat build up be
avoided.
When either the tube or the Tool Bit gets hot then the tube material starts to flow or
push away from the Tool Bit edge in the form of a burr, instead of being cut cleanly
with a minimum burr.
Avoid the conditions, which generate excessive heat by:
Keep the RPM’s low; excessive cutting speed will generate unwanted heat.
Keep the chip curling loose; avoid excessive depth of cut.
Use a sharp Tool Bit; a dull Tool Bit just isn’t going to do the job right.
Rotate the Feed Handle clockwise to bring the Cutting Head and tube closer
together.
The actual machining operation will begin when the Tool Bit contacts the tube
or pipe.
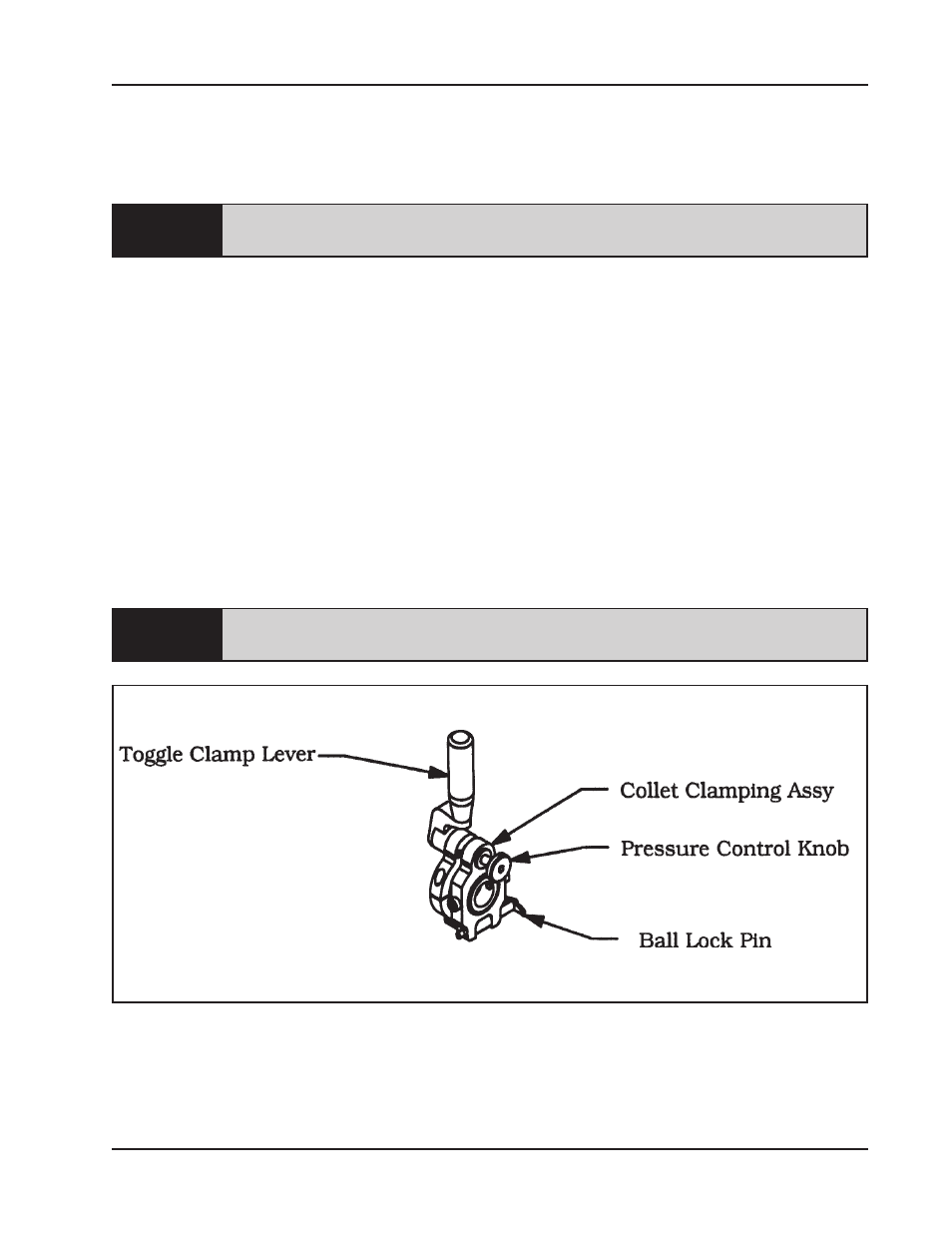
Location of the Various Controls
If the tube end is not square to the tube axis, the Tool Bit will contact only a small
segment of the pipe during each revolution.
To avoid Tool Bit damage, the feed rate should be very slow until the Tool Bit is
contacting the pipe continually during at least one revolution.