Kemppi MLS 2300 ACDC User Manual
Page 12
EN
3.1.4 synergetic pulsed Tig welding
The ACX panel includes the synergetic TIG process, in which you only need to adjust the
welding current while other pulse parameters are programmed. Pulsing frequency is high,
which guarantees concentrated arc and increased welding speed.
3.1.5 long pulsed Tig welding
This method gives you the possibility to adjust all pulse parameters. Weld pool control is also
easier. Long pulsed TIG welding is included in the ACX panel.
3.1.6 spot welding function
In spot welding function you can to adjust the duration of the welds in the range 0-10 s.
3.1.7 MicroTack™ function
MicroTack welding is an efficient way to connect thin materials together using low heat input,
which decreases distortions in base material.
3.1.8 Tig-welding with mixed aC-dC current (MiX)
Especially joining materials of different thicknesses can best be made out by using mixed
current. Adjust values with SETUP-function if needed.
3.2
OperaTiOn FunCTiOns
3.2.1 power source
NOTE!
Always switch the machine on and off from main switch. Do not use the mains plug for
switching!
NOTE!
Never watch the arc without a proper face shield designed for arc welding! Protect yourself
and the surroundings against welding arc and hot spatters!
3.2.2 Function panels
Before welding starts, welding settings suitable for the work piece are chosen with the
function panel.
The Kemppi Multi Logic System, MLS™, allows you to select the function panel based on the
purpose of use: the ACS panel for AC TIG welding with basic functions, or the ACX panel with
pulsed TIG, 4T-LOG or MINILOG control of welding current and memory channel functions.
The current display accuracy is 3 % ± 2 A, and the voltage display accuracy is 3 % ± 0.2 V.
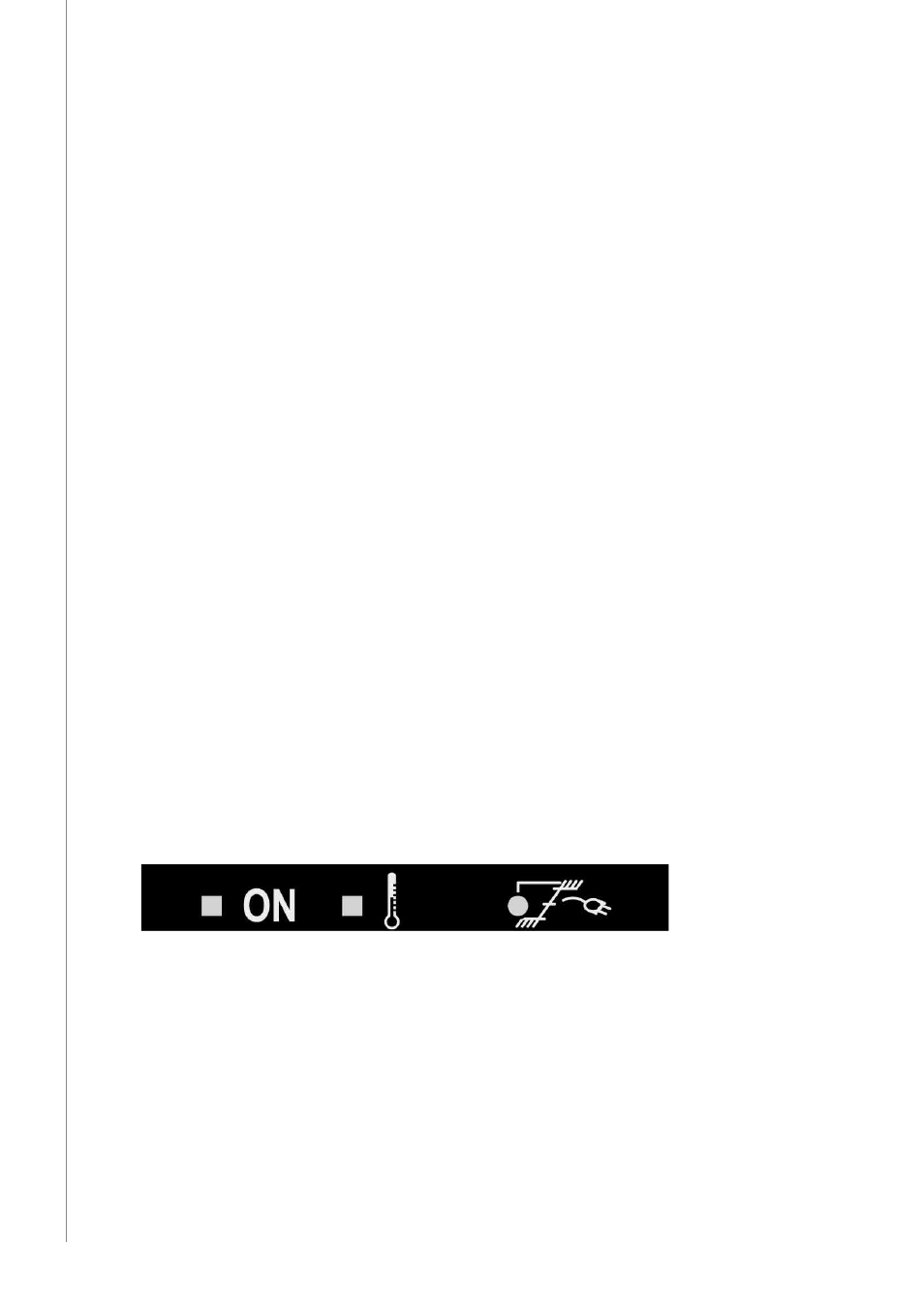
indicator lights
1.
2.
3.
1.
Power On
2.
Thermal overload of power source
3.
Wrong mains voltage, over or under-voltage
10
M
ast
er
Tig MLS 2300 A
CDC / © Kemppi O
y / 1112