Kemppi DC 3500W User Manual
Page 11
9901 / 1916110E / 11
English
3140050
ACDC
3140530
MINILOG
BALANCE
-9 ... 0 ... 9
6
5
3
2
1
22
21
4
7
9
8
10
11
13
14
15
12
20
18
19
17
1
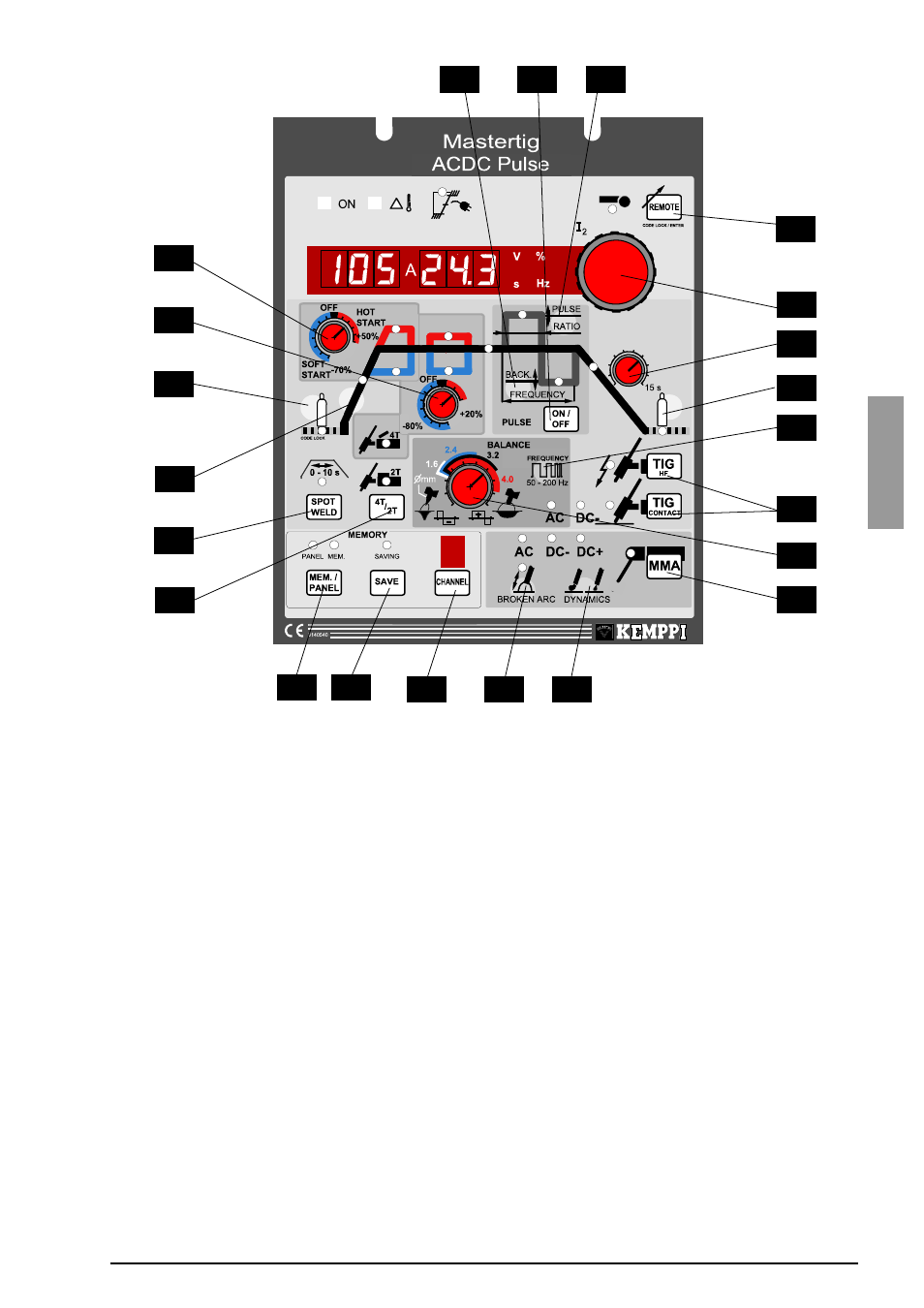
Selection switches for TIG welding:
TIG HF
= spark TIG and
TIG CONTACT
= contact TIG
2
Frequency of AC welding,
FREQUENCY
50 ... 200 Hz
3
Adjustment of post-gas time 0 ... 100 s
4
Adjustment potentiometer of the down-slope time of the welding current 0 ... 15 s
5
Current adjustment knob
I2
, used also to adjust the values of the parameters with keys.
6
Selection of local / remote control
REMOTE
and at the same time the key for code locking
CODE LOCK/ENTER
7
Adjustment of the pulse current of Pulse TIG
PULSE
3 ... 160 A (250 A)
and the adjustment of the pulse ratio
RATIO
10 ... 75 %
8
Selection key of Pulse TIG
9
Adjustment of the background current of Pulse TIG
BACK
20 ... 40 %
and adjustment of the frequency
FREQUENCY
0.1 ... 300 Hz
10 Adjustment of the start current, starting with a current lower than the welding current
SOFT
START
, or with a current higher than the welding current
HOT START
-70 ... +50 %
11 Selection of Minilog operations and adjustment of the current level
MINILOG
-80 ... +20 %
12 Adjustment of the pre-gas time, and at the same time the key for code locking
CODE LOCK
.
13 Adjustment of the up-slope time of the welding current 0 ... 5 s
14 Selection of fusion spot welding and adjustment of time,
SPOT WELD
0 ... 10 s
15 Selection of the operation mode of the torch switch
2T / 4T
.
16 Calling the welding parameters from the memory or from the panel
MEM. / PANEL
.
17 Saving the welding values in the memory
SAVE
.
18 Selection key of the memory channel
CHANNEL
1 ... 9
19 Selection key for broken-arc method
BROKEN ARC
.
20 Adjustment of the dynamics (arc force) of MMA welding
DYNAMICS
-9 ... 9
21 Selection key of MMA welding
MMA
22 Adjustment potentiometer of the form of the AC TIG arc
BALANCE
-70 ... +70 %
PULSE
16