Kemppi MLS 1600 User Manual
Page 10
© KEMPPI OY
10 – MASTER MLS™ 1600, MASTERTIG MLS™ 2000 / 0530
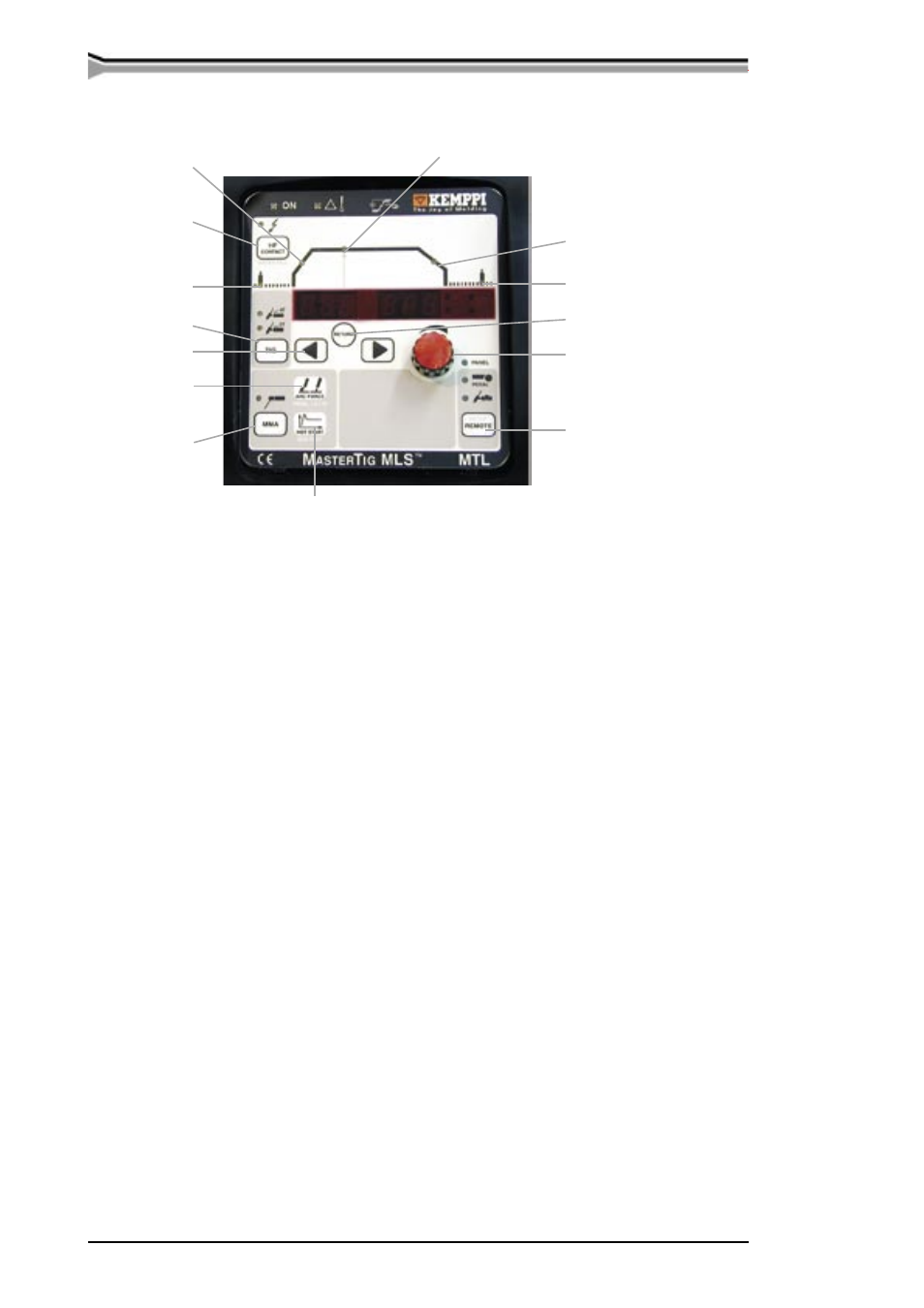
3.2.2.3. TIG welding panel MTL – basic functions
4. Selection button for MMA welding
5. Selection button for arc force (MMA) and pedal low/high (TIG welding)
6. Selection button for hot start (MMA) and gas test (TIG welding)
7. Selection for TIG welding, 4T and 2T functions
8. Selection for HF/contact TIG
9. Selection for panel, pedal and remote control
10. Selection for welding parameters
11. Adjustment for welding parameters
12. Pre-gas 0 - 10 s
13. Upslope 0 - 10 s
14. Welding current
15. Downslope 0 - 15 s
16. Post-gas 1 - 30 s
17. Return to welding current button
4. MMA
Select MMA welding by pressing the selection button of MMA welding. The led lights when
MMA is on.
5. Arc force
Press the arc force button and you will see the numerical value corresponding to the dynamics on
the display. You can change the value by turning the pulse potentiometer. If numerical value is
adjusted negative (-1...9), the arc is softened. The amount of spatter decreases when welding at
the upper end of the recommended current range of the electrode. On the positive side (1...9) the
arc is rough. In TIG mode pedal max. and min. current can be selected.
6. Hot start
By pressing hot start button you will see the numerical value corresponding to the hot start pulse on
the display. You can change the value by turning the potentiometer. In TIG mode gas test function
can be selected.
5
6
7
9
8
4
10
11
16
13
14
15
12
17