2 adaptive control panel – Kemppi RA User Manual
Page 22
EN
10. Wireline service indicator
Under normal working conditions, the WireLine service indicator is not visible. However, if
the welding gun contact tip or liner becomes dirty and blocked or the wire feed mechanism
needs routine maintenance or the friction plates in the spool brake need adjustment or
maintenance, the Spanner service symbol will illuminate indicating that maintenance is
required. Welding is not prevented when the WireLine service symbol is active.
5.2 adaptive control panel
DYNAMICS
POWER
U
W006149
CRATER
FILL
SPOT /
CYCLE
GAS
POST GAS
A /
MATERIAL
WIRE Ø
2T / 4T
MODE
HOT SPOT
MEMORY
SAVE
1
2
3
4
POST GAS
mm
mm
m
min
A +
BRAZING
r
CRATER
AUTOMATIC
FILL ON
2T
V
S
1.
2.
3.
4.
11.
5.
12.
6.
13. 14.
7.
15.
16.
8.
9.
10.
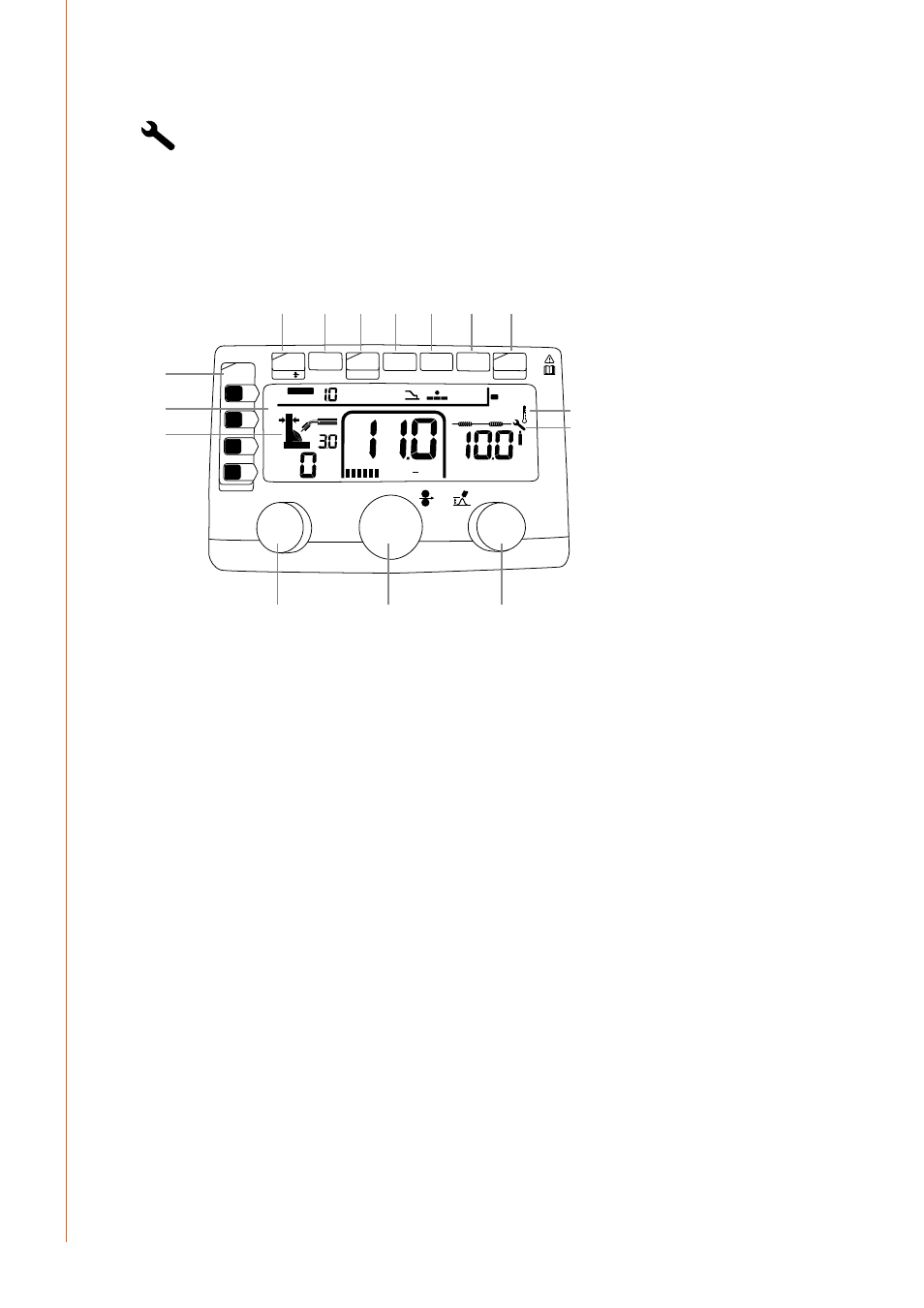
Models featuring the adaptive (A) control panel offer the following control functions.
1.
Dynamics control
2.
Control knob for wire feed speed or power (adaptive mode)
3.
Control knob for voltage or arc length (adaptive mode)
4.
Timer button for spot welding and cycle arc welding
5.
Selection of 2T/4T gun operating mode
6.
Selection for MANUAL, AUTOMATIC or HOT SPOT function
7.
Parameter display
8.
Overheating indicator
9.
WireLine service indicator
10. Post gas symbol
11. Selection for materials type or display of amperes/wire feed speed (adaptive mode)
12. Selection for filler wire diameter (adaptive mode)
13. Selection for shielding gas or post gas function (adaptive mode)
14. Selection of crater fill function (adaptive mode)
15. Selection for memory function
16. Material thickness and weld shape display
1. dynamics control
Dynamics function controls the rate of rise of current when the filler wire is in short circuit
with the welding plate. This control adjustment is necessary due to the alternative welding
parameters, materials, wire sizes, gas types and current values used.
The welding dynamics scale is –9 to +9. Negative values make the rise of current slower, which
results in a hotter and more fluid weld characteristic. Positive values make the rise of current
faster, which results in a colder welding condition. This can result in more spatter during
welding depending on the filler wire size and type used.
Kempact RA 181A, 251R, 251A, 253R, 253A, 253RMV, 253AMV, 323R, 323A, 323RMV, 323AMV
20