Mild steel, Operation, Plasma / o – Hypertherm HD4070 Rev.8 User Manual
Page 133: Shield 100a cutting
40
37
40
6
128
2.0
.08 3700 145
.3
8
132
2.25 .09 2800
110
.4
15
40
35
10
45
0
35
10
10
136
2.5
.10 2500 100
200
.5
50
12
140
3.5
.14 1850
73
.7
40
10
37
40
10
1/4
128
.08
2.0
145 3700
.3
35
10
45
35
10
5/16
129
.09 2.25 110
2800
.4
15
40
12
33
45
0
12
33
3/8
130
.10
2.5
95
2400
200
.5
35
10
50
35
10
7/16
135
.12
3.0
80
2000
.6
35
10
50
35
10
1/2
141
.14
3.5
65
1700
.7
OPERATION
1.1
HD4070
Instruction Manual
4-23
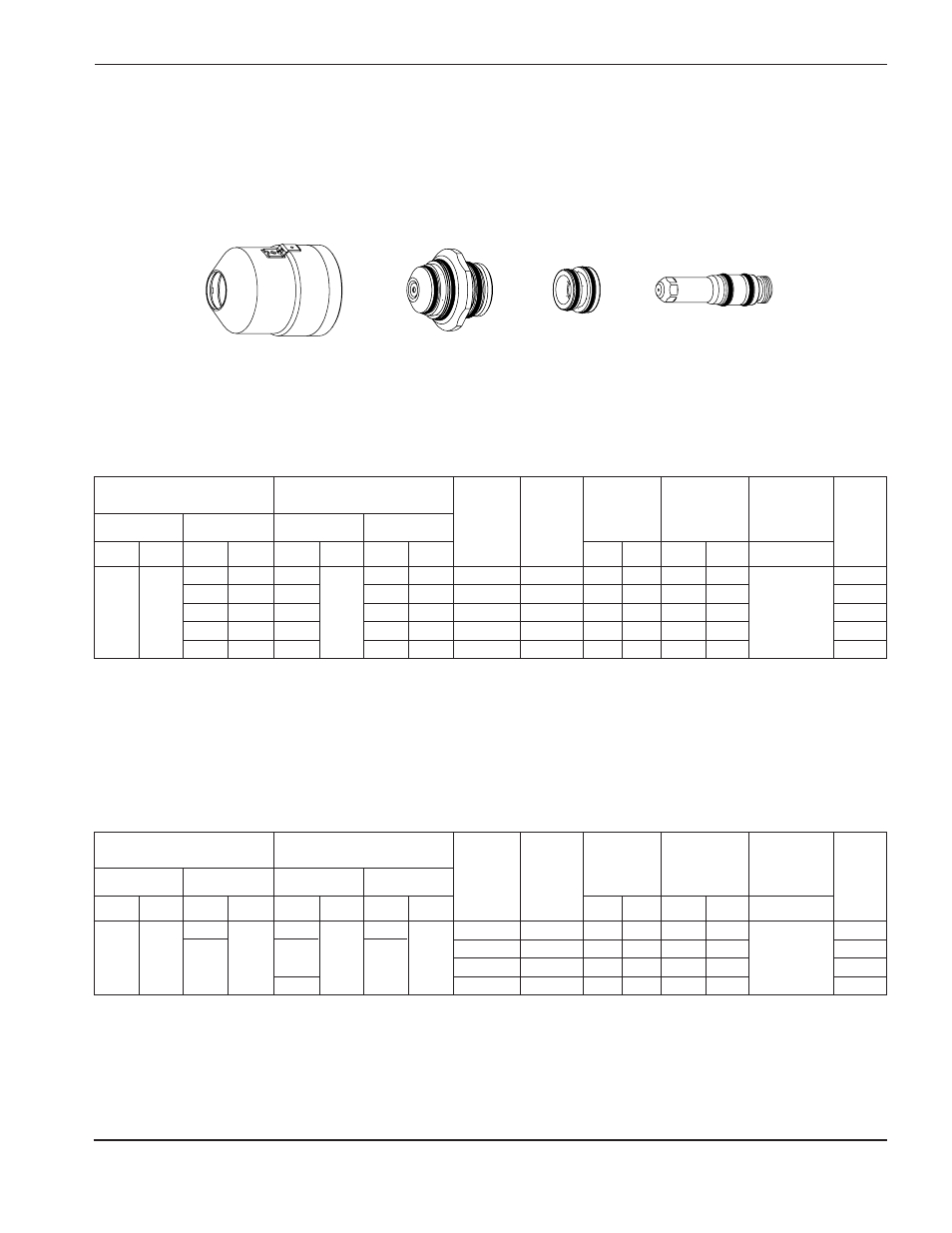
Mild Steel
O
2
Plasma / O
2
-N
2
Shield
100A Cutting
O-Ring Color: Black/Green (see page 4-14)
120907
120660
120655
120654
Pierce height = Torch-to-work distance X Pierce height factor
Pierce height = Torch-to-work distance X Pierce height factor
Material
Thickness
(inch)
Plasma
N
2
N
2
N
2
N
2
in
mm
ipm
mm/m
%
O
2
O
2
O
2
O
2
Plasma
Shield
Shield
Arc
Voltage
Torch-to-
work
distance
Cutting
Speed
Pierce
Height
Factor
Pierce
Delay
Time
Test Preflow Rate (%)
Test Cutflow Rate (%)
Material
Thickness
(mm)
Plasma
N
2
N
2
N
2
N
2
mm
in
mm/m
ipm
%
O
2
O
2
O
2
O
2
Plasma
Shield
Shield
Arc
Voltage
Torch-to-
work
distance
Cutting
Speed
Pierce
Height
Factor
Pierce
Delay
Time
Test Preflow Rate (%)
Test Cutflow Rate (%)
- EDGE Pro Ti Shape Cutting Control Rev.2 (288 pages)
- 80669J Rev.3 (304 pages)
- HD3070 Plasma Arc Cutting System w/ Manual Gas Console (281 pages)
- MAXPRO200 Rev.2 (294 pages)
- MicroEDGE Pro Shape Cutting Control Rev.2 (182 pages)
- HPR260 Auto Gas Preventive Maintenance Program Rev.4 (288 pages)
- Powermax1650 (317 pages)
- Shape Cutting Control (66 pages)
- PHC Sensor (58 pages)
- HTA Rev 6.00 Operators Manual (212 pages)
- HTA Rev 7.00 Install Guide (242 pages)
- THC Control Board Replacement (13 pages)
- THC Plasma Interfacer Upgrade (9 pages)
- THC X-Y Table Product Configuration (20 pages)
- D845GERG2 (128 pages)
- MRT2 (64 pages)
- MRT (98 pages)
- Duramax Hyamp Long Handheld Torches (92 pages)
- Duramax Hyamp Robotic Torch (74 pages)
- HyIntensity Fiber Laser Rev.3 (240 pages)
- PCBS-0124 (70 pages)
- SuperMicro 370SBA 533Mhz (90 pages)
- LR2075 (56 pages)
- Phoenix 8.0 (585 pages)
- LH2125 (60 pages)
- HD3070 w/ Automatic Gas (35 pages)
- HD3070 w/Manual Gas (43 pages)
- HD4070 Product Configuration (88 pages)
- HPR800XD Manual Gas Preventive Maintenance Program Rev.1 (32 pages)
- HPR800XD Manual Gas Preventive Maintenance Program Rev.1 (33 pages)
- HPR800XD Manual Gas Rev.2 (368 pages)
- HPRXD Short Torch with Integrated Lead Rev.1 (30 pages)
- HT4001 (59 pages)
- DuraChill 5 HP Air-Cooled Chiller For Hypertherm (29 pages)
- HT4001 Air Injected Water Muffler System (40 pages)
- H601 Power Supplies (62 pages)
- MAX200 Remote Switch (9 pages)
- HT4100 Plasma Arc Cutting System Operating (50 pages)
- HT4001 Plasma Arc Cutting System (259 pages)
- HSD130 HySpeed Plasma (233 pages)
- HySpeed HT2000 Plasma Arc Cutting System Rev.7 (53 pages)
- HySpeed HT2000 Plasma Arc Cutting System Rev.27 (289 pages)
- MAX200 Water Muffler (39 pages)
- HT2000LHF Product Configuration (23 pages)