Tie Down 80 Weld-On Actuators User Manual
Welding instructions, Model 66 & model 80 weld-on actuators
TIE DOWN ENGINEERING • 255 Villanova Drive SW • Atlanta, GA 30336
www.tiedown.com (404) 344-0000 Fax (404) 349-0401
MMDD
YY
,AXXX
Welding Instructions
Model 66 & Model 80
Weld-On Actuators
Actuator is shipped with the rear cover attached to the
actuator housing. Leave the rear cover on for positioning
and the first “Tack” welds to hold the actuator in position.
The rear cover will be removed during the remainder of the
welding operation.
1. Trailer tongue should be level with the trailer secured
so that it will not roll or move during welding. (picture #1)
Remove coupler or original actuator from the
trailer tongue.
Thouroughly clean surface of the tongue where the
new actuator will be welded to the tongue.
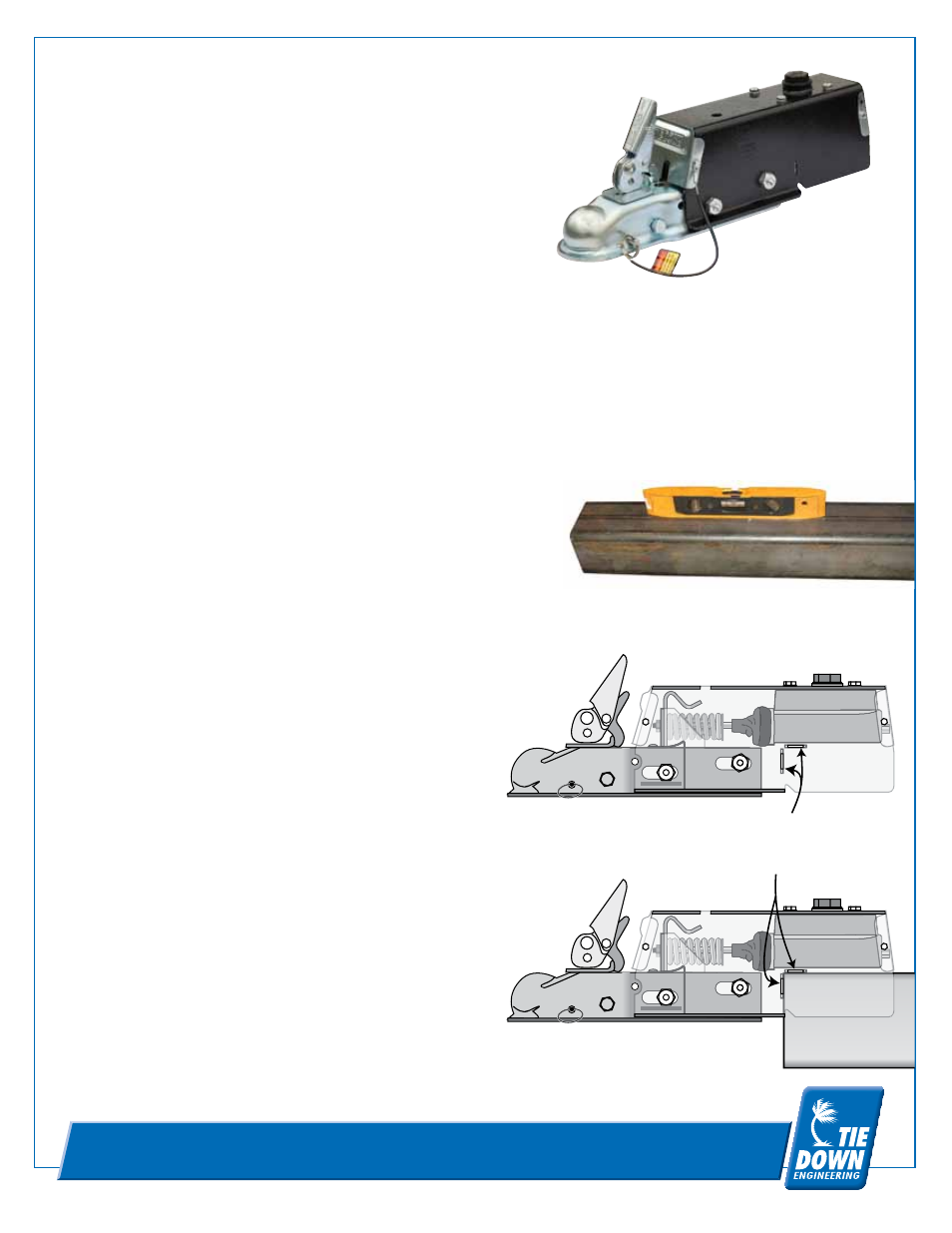
2. Place new Tie Down Engineering actuator on tongue
as shown on right. Actuator must be placed on the
trailer tongue so that the end of the tongue is
touching the angle plate on the underside of the
actuator as shown right (picture #2. Tongue and
actuator must be level (pictures 1 & 2).
WARNING- must be knowledgeable in welding. If you are not comfortable with welding the actuator
to your trailer tongue, have a professional do this for you. Warranty does not cover damage caused
by faulty welding.
Washer
Two angle plates set at 90˚ on the
underside of the master cylinder
“Tack” weld
(one on each side)
“Full” weld
(on both sides)
Trailer
Tongue
Picture #1
Picture #2
Instruction Sheet #08112
052808,A1025