Roller pinion installation – Nexen PRD1100 966902 User Manual
Page 7
FORM NO. L-21274-A-0113
7
ROLLER PINION INSTALLATION
Note: There are two pinion mounting styles, shaft or flange
mount. Refer to the following section that applies to
your situation. In either case it is critical to minimize
radial variance. It will effect pinion preload and
positional accuracy throughout the run.
Shaft Mounted Pinion Installation
NOTES:
•
Refer to product drawings for shaft details.
•
Refer to General Design Guidelines and Figures 1
and 2 for Roller Pinion mounting requirements.
•
The pinion should be mounted as close to a shaft
supporting bearing as possible to minimize shaft
deflection and obtain optimal performance.
•
The shaft the pinion is mounted on must extend all
of the way through the pinion and bushing for proper
pinion support and maximum torque transmission.
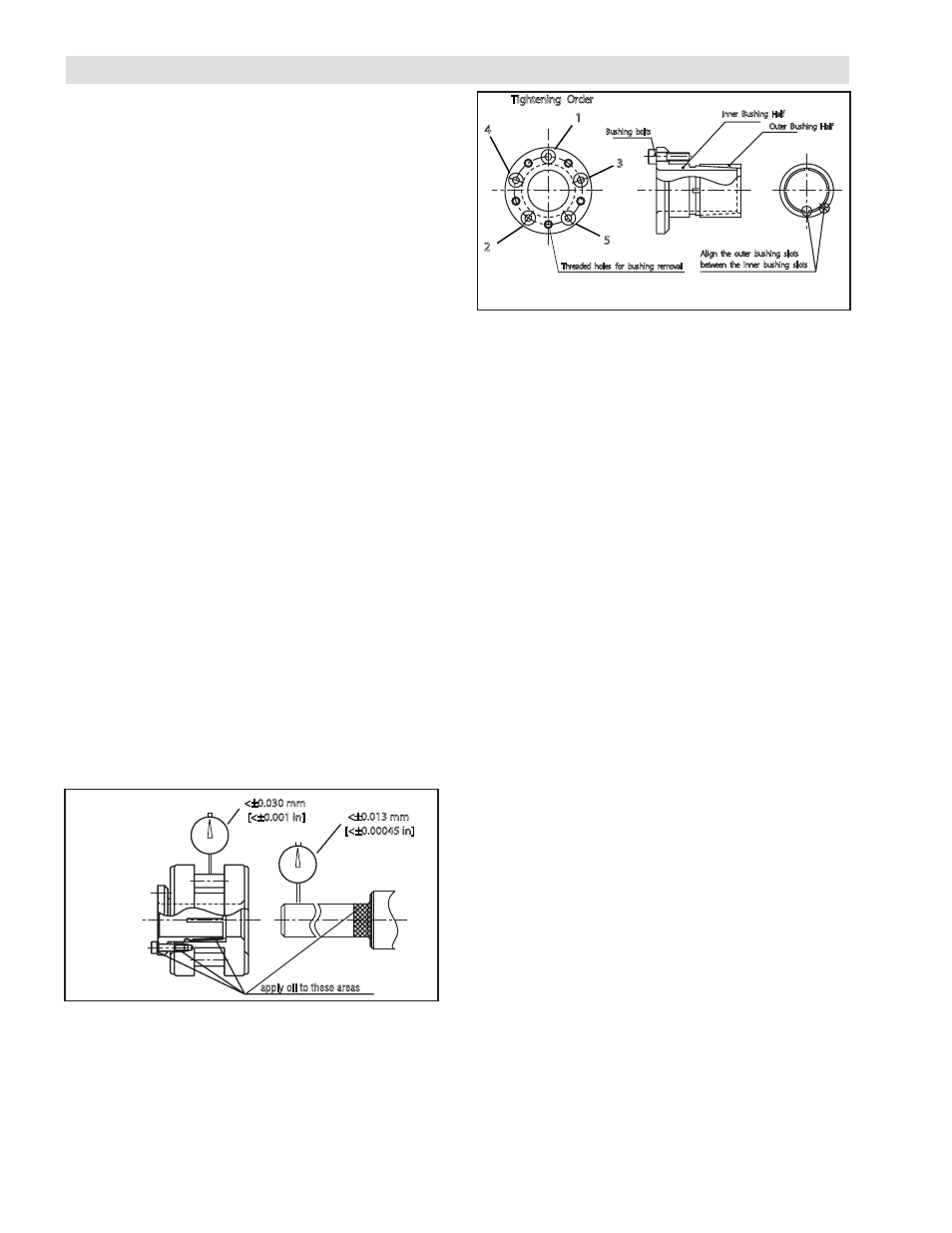
1. Clean the shaft the pinion will be mounted on and verify
that variance is less than ±0.013 mm [±0.0005 in] as
shown in Figure 3.
2. Inspect the shaft, pinion bore and the inner and outer
bushing halves to ensure they are clean and have no
defects.
3. Put oil that does not contain any pressure additives
on the shaft, the tapered part of the bushing and the
bushing bolts as shown in Figure 3. Do not lubricate
the bore of the pinion bushing or shaft where the
bushing contacts it or the torque transmission capacity
of the bushing will be reduced.
apply oil to these areas
<
±0.013 mm
[<
±0.00045 in]
<
±0.030 mm
[<
±0.001 in]
Figure 3
Figure 4 Bushing Installation Details
Align the outer bushing slots
between the inner bushing slots
Bushing bolts
Outer Bushing Half
Inner Bushing Half
1
2
3
4
5
Threaded holes for bushing removal
Tightening Order
4. Insert the outer bushing half into the roller pinion bore
until it bottoms in the roller pinion body.
5. Insert the inner bushing half into the outer bushing half
(previously inserted into the pinion) while ensuring that
the inner and outer bushing half slots are not aligned
as shown in Figure 4. For RPG32 and below you
will also have to simultaneously ensure the bushing
bolt through holes align with the pinion bolt holes.
On RPG40 and larger the bushing bolts thread into
the other half of the bushing, not the pinion body, so
misalignment is not possible. The threaded holes are
for bushing removal.
NOTE: Ensure that the slots in the two components that
make up the bushing are not aligned as shown in
Figure 4.
6. Insert the shaft into the pinion and bushing bore.
7. Insert the bushing fasteners into the through holes.
Only use the provided bushing fasteners.
8. Locate the pinion on the shaft and lightly tighten the
fasteners to take clearance out of all of the bushing
parts but still allow the pinion to be moved axially on
the shaft. Position the pinion and bushing assembly
on the shaft so that the gap between the gear face and
pinion roller bearing shoulders is even on both sides.
As the bushing fasteners are tightened the pinion
will be drawn slightly in the bushing direction so it is
recommended that the pinion and bushing assembly
be offset axially away from the bushing side 3 - 5 mm
[0.1 - 0.2 in] initially so when the bushing fasteners
are fully torqued the pinion ends up centered on the
gear.
9. Equally tighten the bushing fasteners with 25% of
the recommended tightening torque listed in Table 1.
Start tightening at the top fastener and alternate back
and forth across the face in a star pattern as shown
in Figure 4. Repeat this procedure with 50% and
then full torque. An additional 1 or 2 repetitions at
full torque are recommended to ensure all fasteners
have reached their target torque values. Progressive
tightening of non-adjacent bushing fasteners is
important to prevent any misalignment of components
while installing the bushing.