Arc Machines 205 WDR User Manual
Page 38
M O D E L 2 0 5
O P E R A T O R ’ S M A N U A L
34
34
34
34
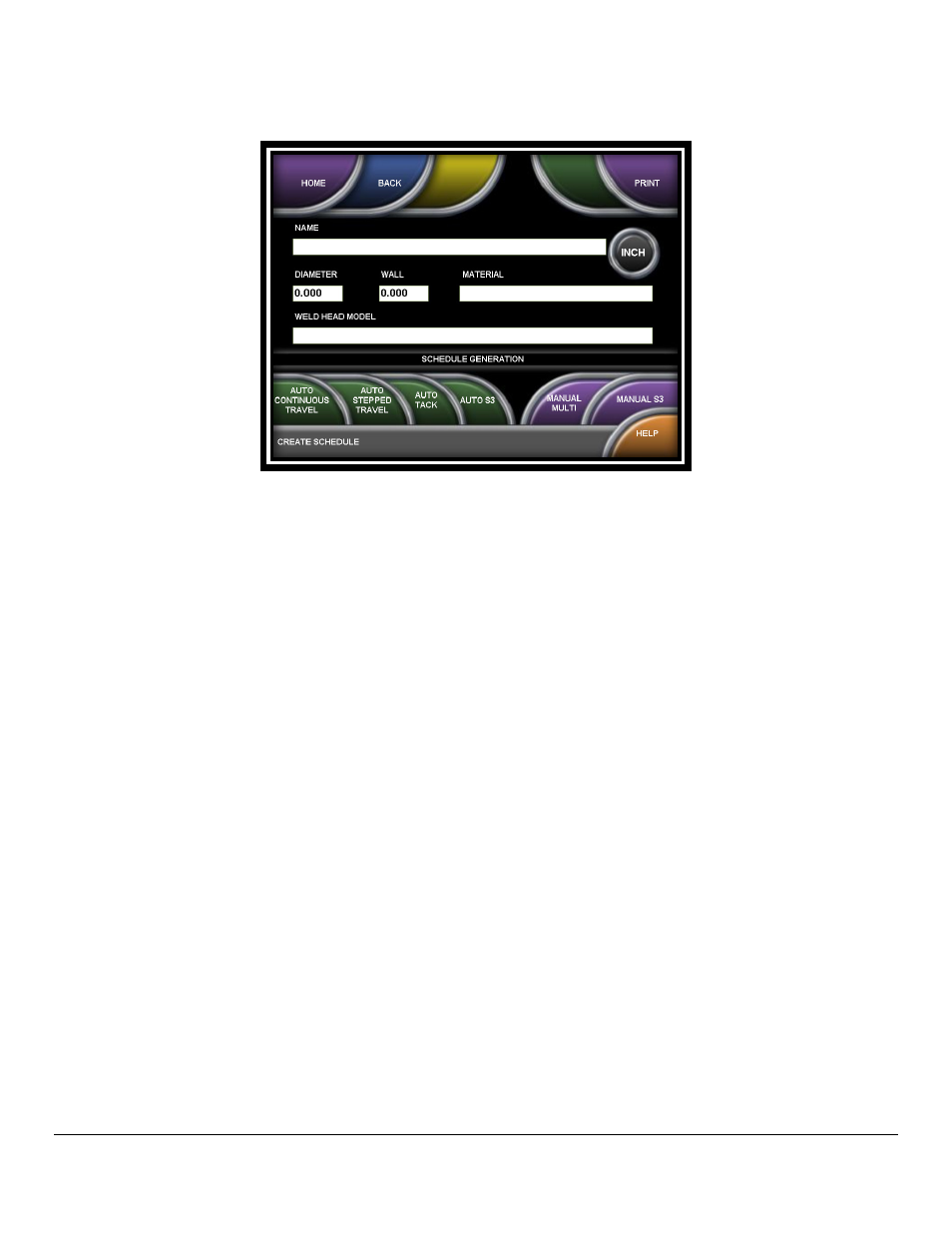
6. The welding parameters may now be entered manually by selecting either MANUAL
MULTI or MANUAL S
3
, or a weld schedule may be automatically generated by
selecting AUTO CONTINUOUS TRAVEL, AUTO STEPPED TRAVEL, AUTO TACK,
or AUTO S
3
.
• Manual Multi – this option allows the entry of a multi-level weld schedule. You may
program up to (and not including) 100 levels. Electrode rotation can be either
continuous or stepped (synchronized with current pulsation).
• Manual S
3
– this program allows the entry of an S
3
weld schedule. An S
3
schedule
is a single-level program that ramps the current down over the course of the weld
rather than stepping it down via multiple levels. This ramping is programmed by
selecting a starting amps (START AMPS), a background amps, and an ending amps
(END AMPS). Over the course of the weld the amps will ramp down to the value
programmed into END AMPS while pulsing between the ramping down starting
amps value and the background amps value.
• Auto Continuous Travel – this version of automatic programming will create a 4-
level weld schedule with electrode rotation in the continuous mode.
• Auto Stepped Travel – this version of programming will create a 4-level weld
schedule with electrode rotation in the stepped mode. In this case the electrode
rotation will be synchronized with the current pulsation. The most common method
used rotates the electrode during the background amps and stops the electrode
rotation during the primary amps.