Mild steel 300a air plasma / air shield – Tweco XT-301 Torch Data User Manual
Page 31
Manual 0-4826 Rev. AK
8-37
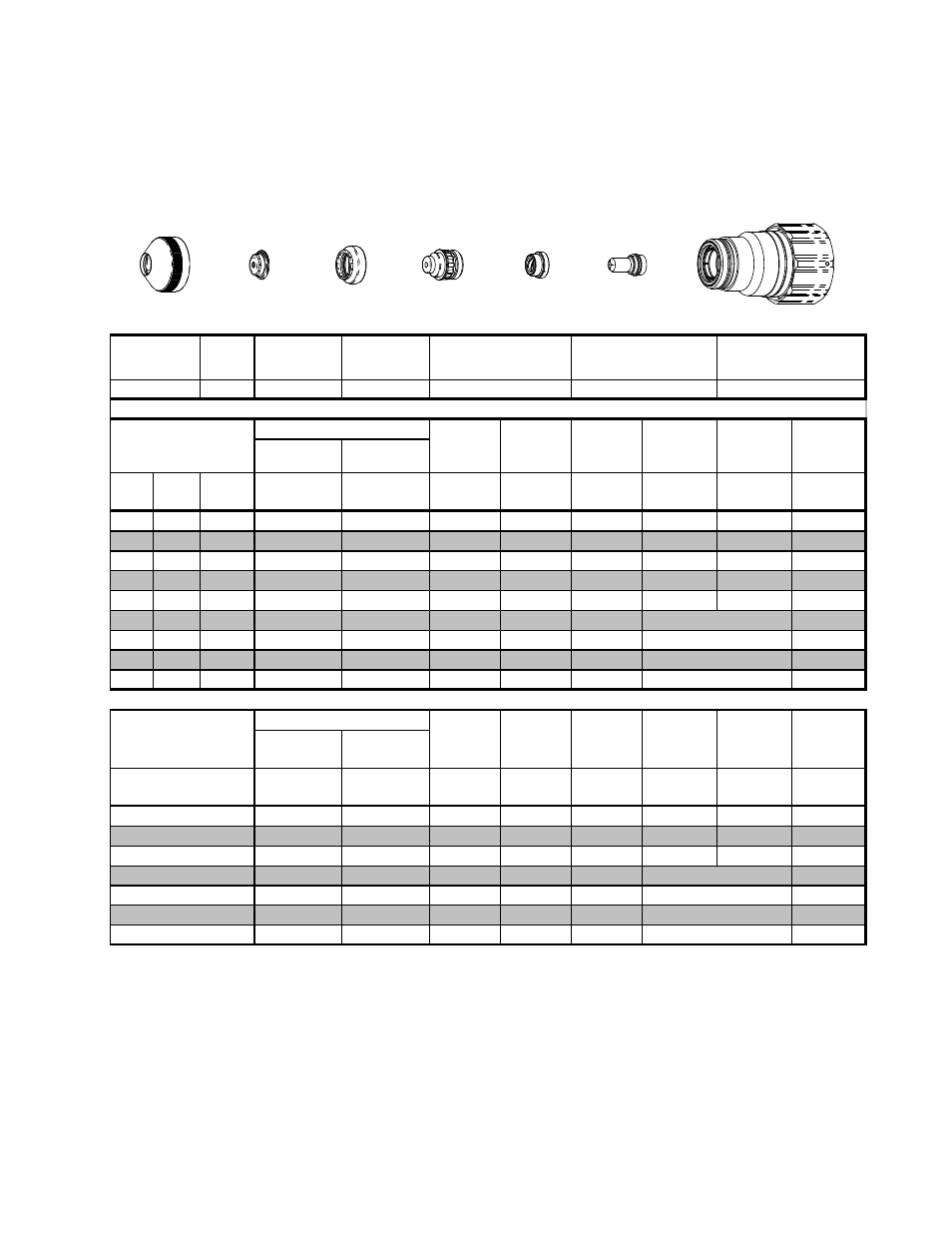
TORCH DATA for AutoCut Basic
Mild Steel
300A
Air Plasma / Air Shield
Shield
Cap
Shield Gas
Distributor
Tip
36-1037
36-1283
36-1050
Plasma (Air) Shield (Air)
(ga)
(in)
inch
(PSI)
(PSI)
Volts
(in)
±0.005
(ipm)
(in)
(sec)
(in)
3/4
0.750
90
80
166
0.150
75
0.350
0.4
0.210
7/8
0.875
90
80
172
0.150
65
0.400
0.6
0.220
1
1.000
90
80
175
0.150
55
0.400
1.0
0.230
1.25
1.250
90
80
184
0.250
40
0.500
1.8
0.260
1.5
1.500
90
80
193
0.250
20
0.500
3.0
0.300
1.75
1.750
90
80
203
0.350
15
0.325
2
2.000
90
80
210
0.350
10
0.355
2 1/4
2.250
90
80
215
0.350
6
0.360
2 3/4
2.750
120
90
252
0.350
4
NA
Plasma (Air) Shield (Air)
(Bar)
(Bar)
Volts
(mm)
±0.1
(mm/min)
(mm)
(sec)
(mm)
6.2
5.5
168
3.8
1830
9.3
0.5
5.4
6.2
5.5
175
3.8
1430
10.2
0.9
5.8
6.2
5.5
184
6.4
1020
12.7
1.8
6.6
6.2
5.5
196
7.1
470
7.8
6.2
5.5
209
8.7
270
8.9
6.2
5.5
222
8.7
130
9.0
8.2
6.2
253
8.7
100
6.0
BOLD TYPE indicates maximum piercing parameters.
BOLD ITALIC indicates edge starts only.
Travel
Speed
Initial
Piercing
Height
Pierce
Delay
Kerf Width
@ Rec.
Speed
Material
Thickness
Cut Flow Rates /
Arc
Voltage
Torch
Working
Height
30
Material
Thickness
Cut Flow Rates /
Arc
Voltage
Torch
Working
Height
(mm)
20
25
Kerf Width
@ Rec.
Speed
Shield
Retainer
Plasma Gas
Distributor
Electrode
Cartridge
36-1044
36-1088
36-1022
36-1021
40
Travel
Speed
Initial
Piercing
Height
Pierce
Delay
Edge Start
50
60
Edge Start
70
Edge Start
Edge Start
Edge Start
Edge Start
Edge Start
Edge Start
Cartridge
Electrode
Shield
Shield Gas
Distributor
Tip
Plasma Gas
Distributor
Shield Retainer
Art # A-07917_AC
This Art Is For Reference ONLY