Shield – Tweco Torch Data for Auto-Cut O2 V.2 User Manual
Page 12
TORCH DATA for AutoCut O
2
8-12
Manual 0-4832 Rev AF
(ga)
(in)
inch
(PSI)
Ball
(PSI) Ball
(PSI)
Volts
(in)
±0.005
(ipm)
(in)
(sec)
(in)
3/8
0.375
40
65
120
59
120
148
0.130
50
0.250
0.3
0.090
1/2
0.500
40
65
120
81
120
158
0.130
37
0.250
0.5
0.100
5/8
0.625
40
65
120
43
120
172
0.140
26
0.250
0.6
0.115
(Bar)
Ball
(Bar) Ball
(Bar)
Volts
(mm)
±0.1
(mm/min)
(mm)
(sec)
(mm)
2.8
65
8.2
59
8.2
149
3.3
1220
6.4
0.3
2.3
2.8
65
8.2
81
8.2
156
3.3
1010
6.4
0.5
2.5
2.8
65
8.2
43
8.2
168
3.5
740
6.4
0.6
2.8
BOLD TYPE indicates maximum piercing parameters.
Requires CCM version 3.4 or later. Requires GCM version 3.2 or later
(mm)
10
12
15
Pierce
Delay
Kerf Width
@ Rec.
Speed
Plasma
(H35)
Shield (N
2
)
Kerf Width
@ Rec.
Speed
Plasma
(H35)
Shield (N
2
)
Material
Thickness
Pre Flow
Pressure
(N
2
)
Cut Flow Rates /
Pressures
Arc
Voltage
Torch
Working
Height
Travel
Speed
Initial
Piercing
Height
Torch
Working
Height
Travel
Speed
Initial
Piercing
Height
Pierce
Delay
Material
Thickness
Pre Flow
Pressure
(N
2
)
Cut Flow Rates /
Pressures
Arc
Voltage
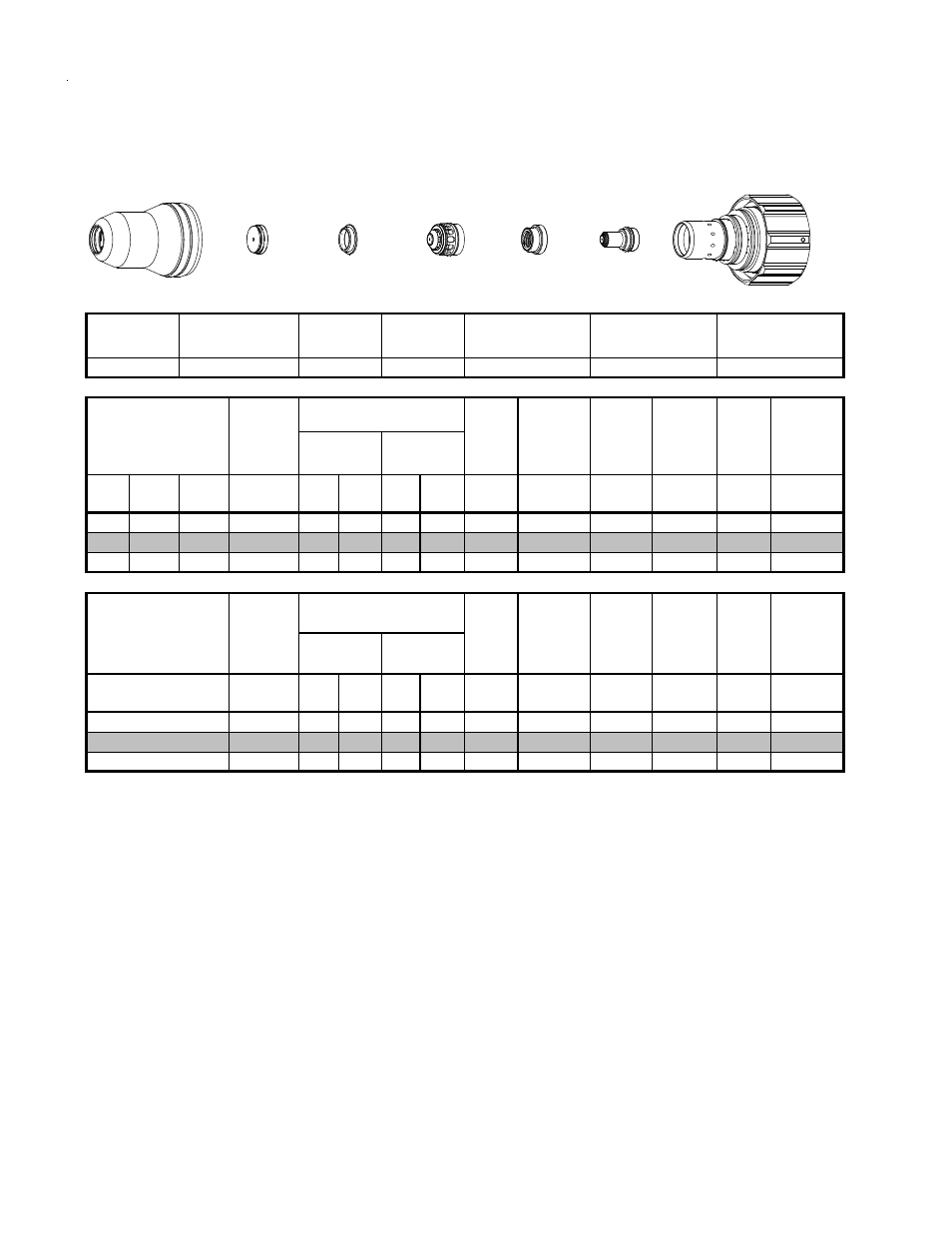
36-1041
36-1080
36-1020
36-1016
36-1034
36-1274
36-1062
Stainless Steel
100A
H35 Plasma / N
2
Shield
Shield Cup
Shield Cap
Shield Gas
Distributor
Tip
Plasma Gas
Distributor
Electrode
Cartridge
Electrode
Shield Cap
Tip
Shield Gas
Distributor
Plasma Gas
Distributor
Cartridge
Shield Cup
This Art Is For Reference ONLY
Art # A-07958_AB