Mild steel 300a o, Plasma / air shield – Tweco Torch Data for Auto-Cut O2 V.1 User Manual
Page 31
Manual 0-4831 Rev. AH
8-37
TORCH DATA for AutoCut O
2
(ga)
(in)
inch
psi
Ball
psi
Ball
psi
Volts
(in)
±0.005
(ipm)
(in)
(sec)
(in)
1/2
0.500
15
104
90
NA
40
147
0.130
150
0.400
0.4
0.190
-1274
5/8
0.625
15
104
100
NA
50
152
0.130
115
0.400
0.5
0.190
-1274
3/4
0.750
15
104
100
NA
60
154
0.140
100
0.450
0.7
0.190
-1274
7/8
0.875
15
104
100
NA
60
155
0.140
85
0.450
0.8
0.190
-1274
1
1.000
15
104
100
NA
60
160
0.150
70
0.450
0.9
0.195
-1274
1.25
1.250
15
104
100
NA
60
169
0.220
50
0.450
1.0
0.230
-1283
1 1/2
1.500
15
104
100
NA
80
176
0.230
35
0.450
1.7
0.245
-1283
1 3/4
1.750
15
104
100
NA
90
182
0.230
25
0.450
3.000
0.275
-1283
2
2.000
15
104
100
NA
90
187
0.230
18
0.280
-1283
2 1/2
2.500
15
104
100
NA
90
208
0.230
10
NA
-1283
3
3.000
15
104
100
NA
90
219
0.230
7
NA
-1283
bar
Ball
bar
Ball bar
Volts
(mm)
±0.1
(mm/min)
(mm)
(sec)
(mm)
1
104
6.2
NA
2.8
146
3.3
3810
10.2
0.4
4.8
-1274
1
104
6.9
NA
3.5
151
3.3
2920
10.2
0.5
4.8
-1274
1
104
6.9
NA
4.1
155
3.6
2540
12.7
0.7
4.8
-1274
1
104
6.9
NA
4.1
160
3.8
1780
12.7
0.9
5.0
-1274
1
104
6.9
NA
4.1
168
5.6
1270
12.7
1.0
5.8
-1283
1
104
6.9
NA
5.5
175
5.8
900
12.7
1.7
6.2
-1283
1
104
6.9
NA
6.2
180
5.8
660
12.7
3.0
6.6
-1283
1
104
6.9
NA
6.2
187
5.8
460
7.1
-1283
1
104
6.9
NA
6.2
201
7.6
325
NA
-1283
1
104
6.9
NA
6.2
212
7.6
285
NA
-1283
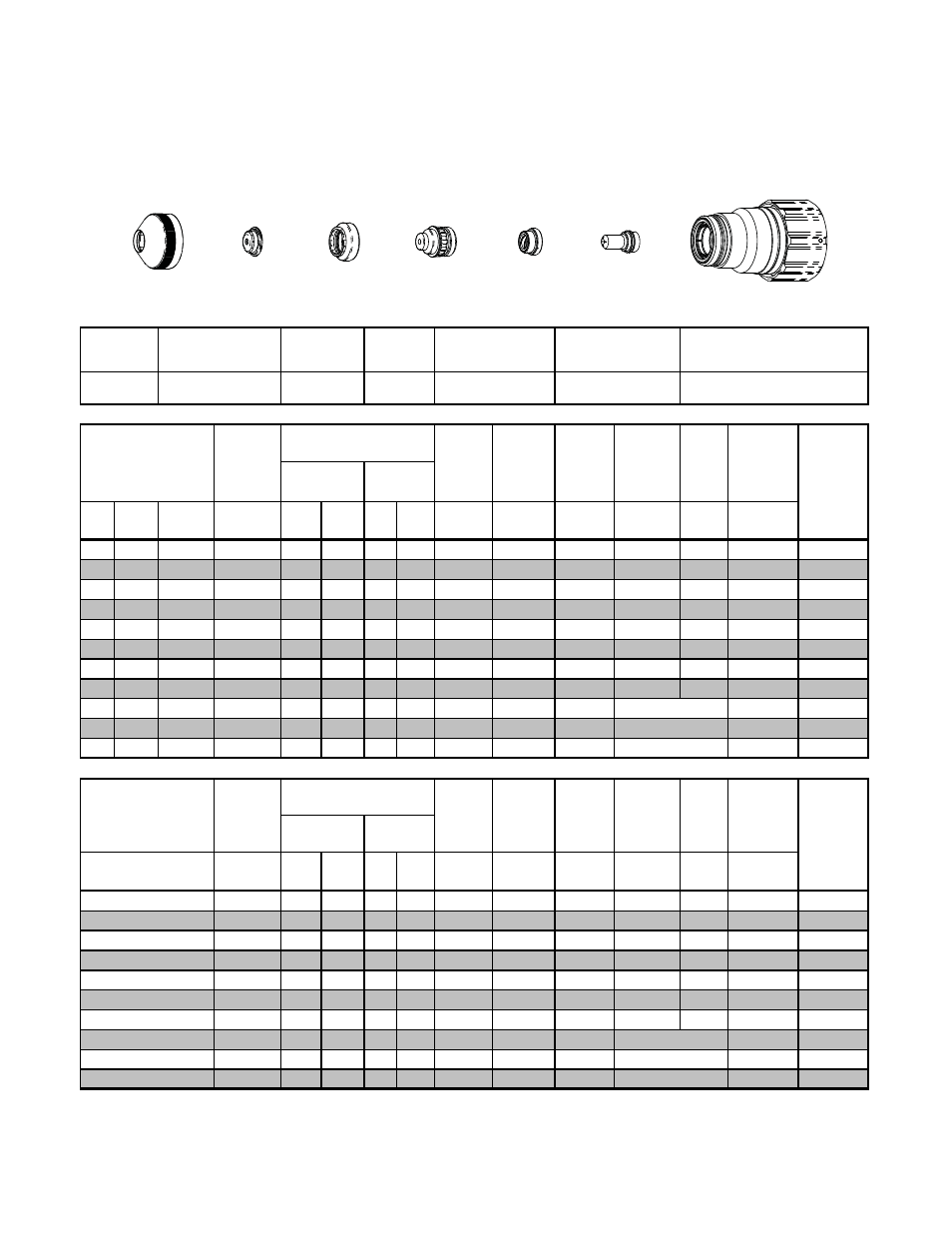
Mild Steel
300A
O
2
Plasma / Air Shield
BOLD TYPE indicates maximum piercing parameters. BOLD ITALIC indicates edge starts only..
Requires CCM version 3.4 or later. Requires GCM version 3.2 or later.
Plasma Gas
Distributor
Electrode
Cartridge
Shield Gas
Distributor
Tip
35-1047
35-1090
35-1021
35-1033
35-1274
35-1283
35-1059
Initial
Piercing
Height
35-1022
Material
Thickness
Pre Flow
Pressure
(Air)
Cut Flow Rates /
Pressures
Arc
Voltage
Plasma (O
2
)
Shield
(Air)
Torch
Working
Height
Travel
Speed
Shield
(Air)
Travel
Speed
Arc
Voltage
Torch
Working
Height
Edge Start
30
35
40
70
12
15
60
20
25
Shield
Gas
Distributor
Edge Start
Shield
Gas
Distributor
Kerf Width
@ Rec.
Speed
Pierce
Delay
Kerf Width
@ Rec.
Speed
Initial
Piercing
Height
Pierce
Delay
Edge Start
Edge Start
Shield
Retainer
Shield Cap
Edge Start
50
Edge Start
(mm)
Pre Flow
Pressure
(Air
2
)
Cut Flow Rates /
Pressures
Material
Thickness
Plasma (O
2
)
Cartridge
Electrode
Shield
Shield Gas
Distributor
Tip
Plasma Gas
Distributor
Shield Retainer
Art # A-07917_AC
This Art Is For Reference ONLY